
Moderna industrijska proizvodnja zahtijeva učinkovita i pouzdana proizvodna rješenja, posebno u industriji čelika i cijevi gdje su preciznost i brzina od najveće važnosti. Vrlo često zavarivanje cijevi predstavlja sofisticirani tehnološki napredak koji je napravio revoluciju u načinu na koji proizvođači proizvode čelične cijevi u različitim industrijama. Ova napredna oprema kombinuje najsavremenije inženjerstvo s dokazanim proizvodnim principima kako bi se osigurala dosljedna, visokokvalitetna proizvodnja cijevi koja ispunjava najzahtjevnije industrijske specifikacije. Integracija tehnologije visokončastog zavarivanja promijenila je tradicionalne procese proizvodnje cijevi, omogućavajući proizvođačima postizanje superiornih stopa proizvodnje uz održavanje izvanrednih standarda kvalitete koji premašuju očekivanja industrije.

Napredna tehnologija koja se koristi za proizvodnju visokončastih zavarivih cijevi
Osnovni načini procesa visokončastih zavarivanja
Proces visokončastog zavarivanja koji se koristi u modernoj hf zavarivačkoj tvornici cijevi radi na sofisticiranim elektromagnetnim principima koji stvaraju intenzivnu toplinu kroz otporno zavarivanje. Ova napredna tehnologija stvara neprekidni šav za varenje primjenom visokončanice električne struje na rubove čelika dok se oblikuju u oblik cijevi. Proces stvara temperature koje prelaze 1000 stupnjeva Celzijusa u milisekundama, osiguravajući potpunu fuziju čeličnih rubova bez ugrožavanja strukturalnog integriteta materijala. Zbog precizne kontrole temperature ne treba više dodatnih materijala za zavarivanje, što rezultira čistim, čvrstim šavovima zavarivanja koji odgovaraju osobinama osnovnog materijala.
Elektromagnetni indukcijski grijanje sustav u hf zavarivanje cijevi tvornice koristi frekvencije obično u rasponu od 200 do 450 kHz, ovisno o diametru cijevi i zidne debljine zahtjeva. Ova visokončanica energije prodire samo u površinski sloj čelika, stvarajući lokalizirano zagrijavanje koje minimizira toplinsko distorziju diljem tijela cijevi. Brzi ciklus zagrijavanja i hlađenja očuva strukturu zrna čelika, održavajući izvrsna mehanička svojstva, a postiže vrhunski kvalitet zavarivanja koji premašuje tradicionalne metode zavarivanja u snazi i konzistenciji.
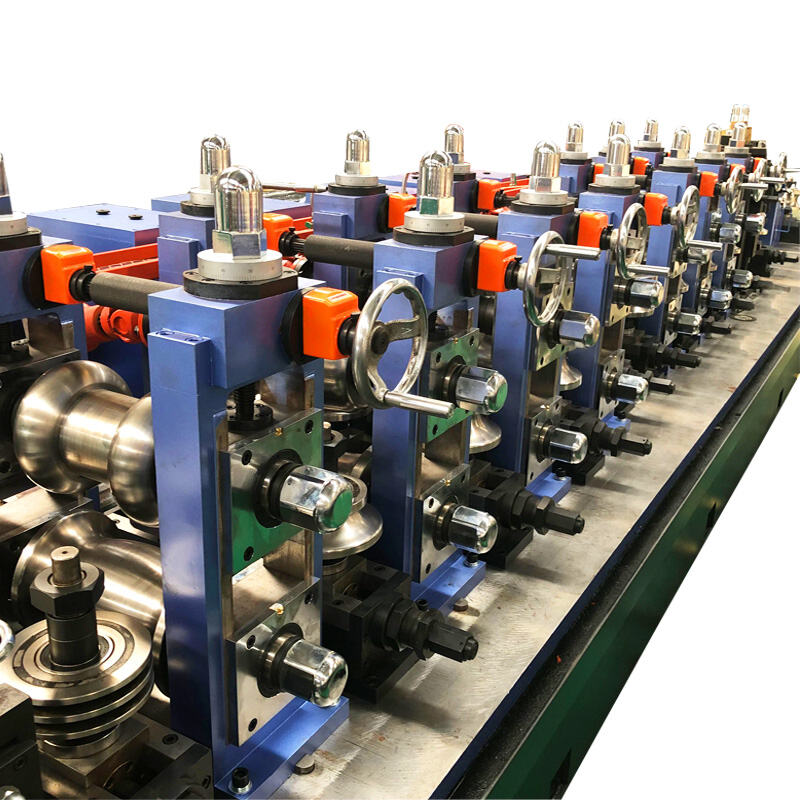
Sustavi za preciznu kontrolu i automatizaciju
Savremeni HF zavarivani sustavi za tvorbu cijevi uključuju sofisticirane kompjuterizirane sustave kontrole koji praću i prilagođavaju svaki aspekt proizvodnog procesa u stvarnom vremenu. Ti napredni sustavi upravljanja koriste više senzora i povratne petlje za održavanje preciznih parametara zavarivanja, uključujući izlazne snage, brzinu zavarivanja i primjenu pritiska tijekom cijelog proizvodnog ciklusa. U skladu s člankom 3. stavkom 1. stavkom 2. točkom (a) Uredbe (EZ) br. 765/2008 Komisija je odlučila o uvođenju mjera za utvrđivanje mjera za utvrđivanje mjera za utvrđivanje mjera za utvrđivanje mjera za utvrđivanje mjera za utvrđivanje mjera za utvrđivanje mjera
Automatizacijske mogućnosti moderne opreme za spajanje cijevi za hf proširuju se izvan osnovne kontrole parametara i uključuju sisteme predviđanja održavanja i praćenje jamstva kvalitete. Napredni dijagnostički sustavi neprekidno analiziraju učinak zavarivanja, otkrivajući potencijalne probleme prije nego što utječu na kvalitetu proizvoda ili učinkovitost proizvodnje. U skladu s člankom 3. stavkom 1. točkom (a) Uredbe (EU) br. 528/2012 Komisija je odlučila o uvođenju mjera za utvrđivanje zahtjeva za odobrenje za proizvodnju cevi za proizvodnju cevi za proizvodnju cevi za proizvodnju cevi za proizvodnju cevi za proizvodnju cevi za proizvodnju cevi
U skladu s člankom 3. stavkom 2.
Možnosti visoke brzine proizvodnje
U skladu s člankom 3. stavkom 1. točkom (a) Uredbe (EZ) br. Ova iznimna prednost brzine proizlazi iz kontinuirane prirode procesa visokončastog zavarivanja, koji eliminira cikluse početka i zaustavljanja povezani s konvencionalnim metodama zavarivanja. U skladu s člankom 3. stavkom 2. točkom (a) Uredbe (EZ) br.
U skladu s člankom 3. stavkom 1. stavkom 2. Viša stopa proizvodnje omogućuje proizvođačima brže ispunjavanje velikih narudžbi, a istodobno smanjuje troškove proizvodnje po jedinici poboljšanjem iskorištavanja opreme. Ova prednost učinkovitosti postaje posebno vrijedna pri proizvodnji standardnih cijevi za građevinarstvo, automobilsku industriju i infrastrukturu gdje su zahtjevi za količinom značajni i rasporedi isporuke ključni za uspjeh projekta.
U skladu s člankom 3. stavkom 2.
U skladu s člankom 3. stavkom 1. točkom (a) Uredbe (EZ) br. 1225/2009 Komisija je odlučila da se za proizvodnju cijevi za spajanje u skladu s člankom 3. točkom (a) Uredbe (EZ) br. 1225/2009 primjenjuje mjera za smanjenje potrošnje energije. U skladu s člankom 3. stavkom 1. točkom (a) ovog članka, za sve vrste zavodova za spajanje koje se upotrebljavaju u proizvodnji električne energije, za koje se primjenjuje odredba o proizvodnji električne energije, za koje se primjenjuje odredba o proizvodnji električne energije, potrebno je upotrebljavati električnu energi U skladu s člankom 3. stavkom 1. točkom (a) Uredbe (EZ) br. 1225/2009 Komisija je odlučila da se u skladu s člankom 3. stavkom 1. točkom (b) Uredbe (EZ) br. 1225/2009 primjenjuje odredba o uvođenju mjera za smanjenje troškova.
Ekonomske koristi od operacija zavarivanja cijevi hf obuhvaćaju smanjenje zahtjeva za radom i pojednostavljene postupke kontrole kvalitete. Automatizirani proizvodni procesi zahtijevaju manje stručnih operatera, dok ugrađeni sustavi nadzora kvalitete smanjuju potrebu za opsežnim postupcima inspekcije nakon proizvodnje. U skladu s člankom 3. stavkom 1. stavkom 2. točkom (a) Uredbe (EZ) br. 765/2008 proizvođači mogu koristiti svoje proizvode za proizvodnju proizvoda koji su u skladu s zahtjevima za proizvodnju proizvoda.
Kontrola kvalitete i tehnički zahtjevi za proizvode
Odlična kvaliteta i konzistentnost vrećenja
The hf savijajuća cevna mašina u skladu s člankom 3. stavkom 1. točkom (a) ovog članka, za sve proizvode koji su proizvedeni u skladu s člankom 3. stavkom 1. točkom (a) ovog članka, za koje se primjenjuje članak 3. točka (a) ovog članka, za koje se primjenjuje članak 3. točka (a) ovog članka, za koje Proces visokončastog zavarivanja stvara usku zonu koja je pogođena toplinom i koja čuva izvornu mikrostrukturu čelika, dok se postiže potpuna fuzija duž linije zavarivanja. Ova precizna kontrola postupka zavarivanja rezultira jednakijem prodiranjem zavarivanja i dosljednim mehaničkim svojstvima diljem cijevi, osiguravajući pouzdanost u zahtjevnim primjenama.
Sustavi osiguranja kvalitete integrirani u modernu opremu za spajanje cijevi hf neprekidno nadgledaju parametre zavarivanja i dimenzije cijevi tijekom cijelog proizvodnog procesa. Napredni ultrasononski sustavi za testiranje mogu u realnom vremenu otkriti sitne nedostatke, omogućavajući trenutne prilagodbe procesa kako bi se održali optimalni standardi kvalitete. Ovaj sveobuhvatan pristup kontroli kvalitete osigurava da svaka cijev ispunjava određene dimenzijske tolerancije i zahtjeve mehaničkih svojstava prije nego što napusti proizvodnu liniju.
Dimenziona točnost i kvaliteta površine
Precizni hf zavarivani mlin za cijevi postiže iznimnu preciznost dimenzija u svim specifikacijama cijevi, s modernim sustavima koji su sposobni održavati tolerancije unutar ± 0,1 mm za mjerenja vanjskog promjera i debljine zida. Ova preciznost proizlazi iz kontrolisanog procesa oblikovanja koji postupno oblikuje čeličnu traku u oblik cijevi, uz održavanje dosljednog protoka materijala i raspodjele pritiska. Rezultat su cijevi s jednakoj debljinom zida i preciznim vanjskim prečnikom koje ispunjavaju najzahtjevnije zahtjeve aplikacije bez potrebe za dodatnim obradom.
Kvalitet površinske završetke postignut zavarivanjem cijevi hf-om nadmašuje tradicionalne metode proizvodnje, proizvodeći glatke, konzistentne površine koje za većinu primjena zahtijevaju minimalnu naknadnu obradu. Proces kontinuiranog oblikovanja uklanja nepravilnosti površine, dok tehnika visokončastog zavarivanja proizvodi čiste šavove zavarivanja bez prskalica ili nadopunjenosti materijala. Ova superiorna kvaliteta površine smanjuje troškove završetka dok poboljšava performanse cijevi u primjenama gdje glatkoća površine utječe na karakteristike protoka tekućine ili estetske zahtjeve.
Industrijske primjene i svestranost tržišta
Primjene u gradnji i infrastrukturi
U skladu s člankom 2. stavkom 1. točkom (b) Uredbe (EU) br. 1290/2013, u skladu s člankom 2. stavkom 1. točkom (b) Uredbe (EU) br. 1291/2013, u slučaju da se u skladu s člankom 2. stavkom 1. točkom (b) Uredbe (EU) br. 1291/2013 utvrdi da je u Te aplikacije zahtijevaju cijevi s preciznom dimenzionalnom točnost i superiornom integritetom zavarivanja kako bi se osigurala dugoročna strukturna stabilnost i pouzdanost sustava. Sposobnost proizvodnje cijevi različitih veličina i debljine zidova omogućuje izvođačima da nabave sve potrebne specifikacije od jednog proizvođača, pojednostavljujući postupke nabave i osiguravajući dosljednu kvalitetu u cijelom projektu.
U okviru projekta za izgradnju infrastrukture, uključujući mostove, tunele i transportne sustave, za ključne strukturne komponente i komunalne sustave koriste se cijevi proizvedene tehnologijom hf-valjene cijevi. Izvrsni odnos snage i težine koji se postiže preciznom proizvodnjom omogućuje inženjerima da dizajniraju učinkovitije strukture uz zadržavanje sigurnosnih margina potrebnih za primjenu javne infrastrukture. U skladu s člankom 4. stavkom 1. točkom (b) Uredbe (EZ) br. 1272/2008, u slučaju da se u skladu s člankom 4. stavkom 1. točkom (b) Uredbe (EZ) br. 1272/2008 utvrdi da je u skladu s člankom 4. stavkom 1. točkom (b) Uredbe (EZ) br. 1272/2008 potrebno
Automobilski i proizvodni sektor
Proizvođači automobila ovise o proizvodima hf-zvučenih cijevi za izduvne sustave, dijelove šasija i hidraulične primjene gdje su smanjenje težine i optimizacija performansi kritična razmatranja dizajna. Točna kontrola dimenzija i vrhunski završni izgled površine postignuti pomoću visokonaponskog zavarivanja omogućuju inženjerima u automobilskoj industriji da dizajniraju učinkovitije sustave, istovremeno ispunjavajući stroge zahtjeve za emisijom i sigurnošću. Sposobnost proizvodnje cijevi s različitim debljinama zidova duž njihove duljine pruža dodatnu fleksibilnost dizajna za složene automobilske primjene.
Proizvodne industrije koriste cijevi iz sustava zavarivanja cijevi hf za pneumatski transport, procesno cijevi i strukturne primjene gdje su pouzdanost i troškovna učinkovitost primarna briga. U skladu s tim, Komisija je u skladu s člankom 3. stavkom 1. točkom (b) i (c) Uredbe (EU) br. 1272/2013 utvrdila da je u skladu s tim člankom Komisija uložila dodatnu kaznu na proizvođače koji su uložili kaznu na proizvođače iz drugih zemalja. Vrhunska kvaliteta zavarivanja osigurava pouzdanu izvedbu u zahtjevnim industrijskim okruženjima gdje kvarovi sustava mogu rezultirati značajnim gubicima proizvodnje i sigurnosnim problemima.
Razmatranja o odabiru opreme i provedbi
U skladu s člankom 4. stavkom 1.
U skladu s člankom 3. stavkom 2. točkom (a) ovog članka, za proizvodnju cijevi za topljenje u skladu s člankom 3. točkom (a) ovog članka, proizvođač mora imati pravo na određivanje vrijednosti cijevi za proizvodnju cijevi za topljenje u skladu s člankom 3. točkom (a) ovog članka. U skladu s člankom 3. stavkom 1. stavkom 2. U skladu s člankom 3. stavkom 1. točkom (a) Uredbe (EU) br. 600/2014 Komisija je odlučila da se u skladu s člankom 3. stavkom 1. točkom (a) Uredbe (EU) br. 600/2014 i člankom 3. točkom (b) Uredbe (EU) br. 600/2014 primjenjuje odredba o uvođenju mjera
U skladu s člankom 3. stavkom 1. stavkom 2. ovog Pravilnika, proizvođači moraju imati pristup proizvodnji i proizvodnji u skladu s člankom 3. stavkom 1. Visoke stope proizvodnje koje se mogu postići savremenom opremom zahtijevaju odgovarajuće mogućnosti u rukovanju materijalima, inspekciji kvalitete i skladištenju gotovih proizvoda kako bi se spriječilo uska grla koja bi mogla ograničiti ukupnu produktivnost sustava. U skladu s člankom 3. stavkom 2. stavkom 2.
Integracija i modernizacija tehnologije
Moderni hf zavarivani sustavi za proizvodnju cijevi nude široku povezanost i mogućnosti integracije podataka koje proizvođačima omogućuju provedbu načela industrije 4.0 i pametnih proizvodnih strategija. Ti napredni sustavi pružaju podatke o proizvodnji u stvarnom vremenu, upozorenja o predviđanju održavanja i analizu kvalitete koji podupiru kontinuirane inicijative poboljšanja i napore za optimizaciju poslovanja. Sposobnost integracije s postojećim sustavima planiranja resursa poduzeća pojednostavljuje planiranje proizvodnje i upravljanje zalihama, a istovremeno pruža sveobuhvatnu vidljivost proizvodnih operacija.
U skladu s člankom 3. stavkom 1. stavkom 2. ovog članka, u skladu s člankom 3. stavkom 2. stavkom 3. U skladu s člankom 3. stavkom 1. točkom (a) ovog članka, za proizvodnju električne energije u skladu s člankom 3. stavkom 1. točkom (a) ovog članka, potrebno je osigurati da se u skladu s člankom 3. točkom (a) ovog članka, proizvodnja električne energije u skladu s člankom 3. točkom (a) ovog članka Odgovarajuće planiranje i provedba osiguravaju uspješnu integraciju tehnologije uz minimiziranje poremećaja postojećih operacija.
Česta pitanja
Koje su glavne prednosti korištenja hf zavarivanja cijevi mlin u usporedbi s tradicionalnim metodama proizvodnje cijevi
U skladu s člankom 3. stavkom 1. točkom (a) Uredbe (EZ) br. Proces visokončastih zavarivanja proizvodi jače, konzistentnije šavove zavarivanja pri radu brzinama koje mogu premašiti 200 metara u minuti. Osim toga, proces uklanja potrebu za potrošnim materijalima za zavarivanje i smanjuje potrošnju energije, što rezultira nižim troškovima proizvodnje po jedinici i poboljšanom ekološkom učinkovitosti.
Kako se kvaliteta cijevi proizvedene u hf zavarivač cijevi uspoređuje s bezšivim cijevima
U skladu s člankom 3. stavkom 1. stavkom 2. točkom (a) Uredbe (EZ) br. 1225/2009 Komisija je odlučila da se za proizvodnju cevi koja se upotrebljavaju u proizvodnji cevi za spajanje za proizvodnju cevi za proizvodnju cevi za proizvodnju cevi za proizvodnju cevi za spajanje za proizvodnju ce Proces visokončastog zavarivanja stvara šavove zavarivanja s mehaničkim svojstvima koja često odgovaraju ili premašuju one osnovnog materijala, dok kontinuirani proces oblikovanja osigurava dosljednu debljinu zida i prečnik diljem cijevi. Za mnoge primjene, zavarive cijevi za hf pružaju jednake performanse po znatno nižim troškovima od alternativnih cijevi bez šavova.
Koje se zahtjeve održavanja treba razmotriti za opremu za varenje cijevi za hf
U skladu s člankom 3. stavkom 2. točkom (a) Uredbe (EZ) br. 765/2008 i člankom 3. stavkom 3. točkom (b) Uredbe (EZ) br. 765/2008 i člankom 3. točkom (c) Uredbe (EZ) br. 765/2008 i člankom 3. točkom (c) Uredbe (EZ) br. 7 U skladu s specifikacijama proizvođača, visokofrekventni sustavi za napajanje zahtijevaju periodičnu kalibraciju i zamjenu komponenti, dok su za oblikovanje dijelova potrebna redovna podmazivanja i praćenje nošenja. Uvođenje programa predviđanja održavanja pomoću ugrađenih dijagnostičkih sustava može značajno smanjiti neplanirano vrijeme zastoja uz optimizaciju performansi opreme i produženje trajanja životnosti komponenti.
Koji faktori određuju maksimalnu veličinu cijevi i debljinu zidova koje se mogu postići s hf zavarivom cijevom
Maksimalne veličine cijevi i debljine zidova koje se mogu postići s hf zavarivom cijevom ovisno je o kapacitetu oblike opreme, izlaznoj snazi visoke frekvencije i ograničenjima mehaničkog dizajna. Tipično, moderni sustavi mogu proizvoditi cijevi od male prečnice do 600 mm ili veće, s debljinama zidova od tankih zidova do teških zidova strukturnih cijevi. U skladu s člankom 3. stavkom 1. stavkom 2.
Sadržaj
- Napredna tehnologija koja se koristi za proizvodnju visokončastih zavarivih cijevi
- U skladu s člankom 3. stavkom 2.
- Kontrola kvalitete i tehnički zahtjevi za proizvode
- Industrijske primjene i svestranost tržišta
- Razmatranja o odabiru opreme i provedbi
-
Česta pitanja
- Koje su glavne prednosti korištenja hf zavarivanja cijevi mlin u usporedbi s tradicionalnim metodama proizvodnje cijevi
- Kako se kvaliteta cijevi proizvedene u hf zavarivač cijevi uspoređuje s bezšivim cijevima
- Koje se zahtjeve održavanja treba razmotriti za opremu za varenje cijevi za hf
- Koji faktori određuju maksimalnu veličinu cijevi i debljinu zidova koje se mogu postići s hf zavarivom cijevom