
Ժամանակակից արտադրությունը պահանջում է արտակարգ ճշգրտություն, և պողպատե խողովակների սարքավորումները զարգացել են՝ բավարարելով այս խիստ պահանջներին առաջադեմ ինժեներական լուծումների և բարդ կառավարման համակարգերի շնորհիվ։ Այս արդյունաբերական հզոր սարքավորումները մեխանիկական բարձր ցուցանիշները համատեղում են ամենավերջին տեխնոլոգիաների հետ՝ արտադրելով խողովակներ, որոնք համապատասխանում են ճշգրիտ ստանդարտներին՝ տարբեր կիրառություններում։ Ժամանակակից պողպատե խողովակների սարքավորումների ձեռք բերած ճշգրտությունը հեղափոխություն է կատարել շինարարությունից մինչև ավտոմոբիլային արտադրություն ընկած ոլորտներում, որտեղ չափագրական ճշգրտությունը կարող է լինել հաջողության և ձախողման տարբերությունը՝ կրիտիկական կիրառություններում:
Ժամանակակից խողովակների արտադրության մեջ առաջադեմ կառավարման համակարգեր
Համակարգչային թվային կառավարման ինտեգրում
Ժամանակակից պողպրծների սարքավորումներում ճշգրտության հիմքը կազմում են բարդ համակարգչային թվային կառավարման համակարգերը, որոնք հսկում և կարգավորում են արտադրական գործընթացի յուրաքանչյուր ասպեկտ: Այս համակարգերը շարունակական հետևում են նյութի մատուցման արագությանը, ձևավորման ճնշումներին և չափահարաբերական չափումներին՝ իրական ժամանակում: Մեքենայի տարբեր կետերում տեղադրված առաջադեմ սենսորները տրամադրում են ակնթարթային հետադարձ կապ, թույլատրելով անմիջապես ուղղումներ կատարել՝ պահպանելով միլիմետրի մի մասի սխալանքների սահմաններում: Արհեստական ինտելեկտի ալգորիթմների ինտեգրումը հնարավորություն է տալիս այս համակարգերին կանխօրոք կանխատեսել հնարավոր շեղումները՝ արտադրության ընթացքում ապահովելով հաստատուն որակ:
Բազմառանի սերվոպրիվոդները աշխատում են իդեալական համաձայնեցմամբ՝ կառավարելով ձևավորման գլանների, կտրող մեխանիզմների և նյութերի կեղծափոխման համակարգերի շարժումը: Այս ճշգրիտ համակարգումն ապահովում է մեխանիկական ազատության և հետևանքային խանգարումների բացակայությունը, որոնք կարող են ներմուծել տարբերություններ ավանդական արտադրական սարքավորումներում: Արդյունքում ապահովվում է կրկնելիության այնպիսի մակարդակ, որը թույլ է տալիս արտադրողներին արտադրել հազարավոր նույնական խողովակներ՝ նվազագույն տարբերությամբ, համապատասխանելով այնպիսի ոլորտների բարձր չափանիշներին, ինչպիսիք են ավիատիզմը և ճշգրիտ ինժեներական արդյունաբերությունը:
Իրական ժամանակի որոնում համակարգեր
Ժամանակակից արտադրական սարքավորումները օգտագործում են բարդ որակի հսկման համակարգեր, որոնք գնահատում են արտադրված յուրաքանչյուր խողովակ՝ առանց արտադրական գիծը դանդաղեցնելու: Լազերային չափման համակարգերը սկանավորում են խողովակների արտաքին չափսերը, երբ դրանք շարժվում են արտադրման ընթացքում, և հայտնաբերում 0,01 միլիմետրի չափով փոփոխություններ: Այդ համակարգերը կարող են նույնականացնել խնդիրներ, ինչպիսիք են էլիպսաձևությունը, պատերի հաստության տատանումները և մակերեսի թերությունները, որոնք կարող են վտանգել վերջնական արտադրանքի աշխատանքը:
Գործընթացի որակը վերլուծելու համար մեքենայական ուսուցման ալգորիթմների հետ միասին օգտագործվում է թվային պատկերացման տեխնոլոգիա, որը հնարավորություն է տալիս հայտնաբերել մանրադիտակային թերություններ, որոնք կարող են բաց թողնել մարդկային զննողները: Երբ հայտնաբերվում են սպեցիֆիկացիաներից շեղումներ, համակարգը ավտոմատ կերպով կարգավորում է գործընթացի պարամետրերը կամ նշում է արտադրանքները՝ ձեռքով զննման համար: Այս անընդհատ հսկողության մոտեցումը համոզված է, որ որակի հարցերը լուծվում են անմիջապես, և ոչ թե հետագայում, ինչը նվազեցնում է թափոնները և պահպանում է արտադրանքի որակի հաստատությունը:
Ճշգրիտ ինժեներական նախագծում մեքանիկական սարքավորումներում
Բարձր թույլատրելի սխալով արտադրական մասեր
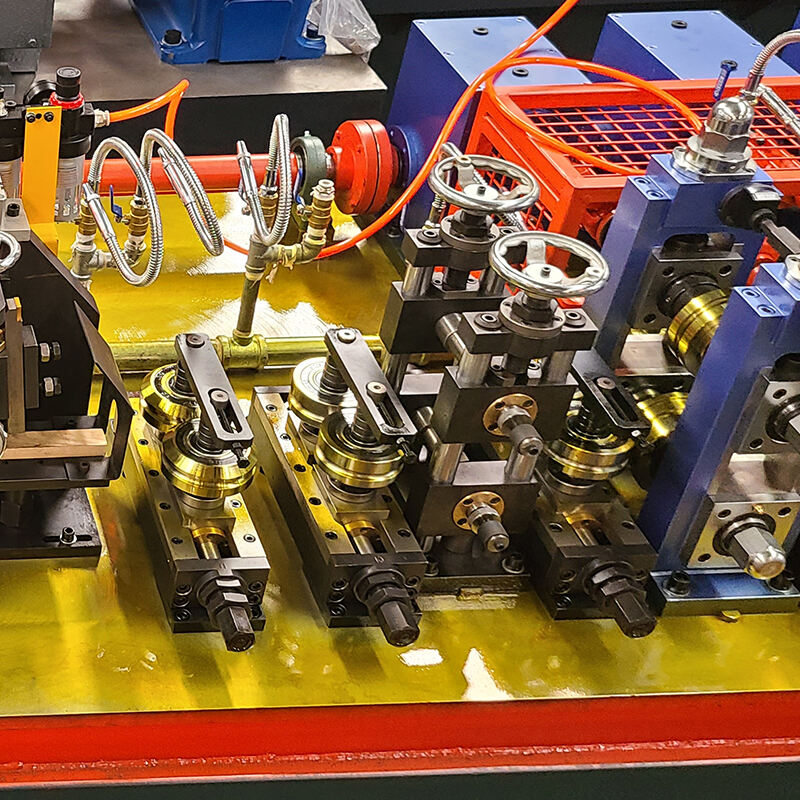
Մեխանիկական բաղադրիչները, որոնք գտնվում են պողպատե խողովակների պատրաստման մեքենաներ արտադրվում են արտակարգ փոքր թույլատրությամբ՝ երկարատև շահագործման ընթացքում կայուն աշխատանք ապահովելու համար: Գլանաձև մամլիչները ճշգրիտ շփման մեջ են մտցվում՝ պահպանելով մակերեսի հարթությունը՝ չափված միկրոդյույցներով, իսկ ոսպնյակային հանգույցները ընտրվում և տեղադրվում են հազարերորդ դյույցի չափով թույլատրելի սխալով: Մեխանիկական ճշգրտության նկատմամբ այս ուշադրությունը ուղղակիորեն արտացոլվում է ստացված խողովակների չափային ճշգրտության վրա:
Բաղադրիչների արտադրության մեջ կիրառվող առաջադեմ մետալուրգիան ապահովում է, որ կարևորագույն մասերը պահպանեն իրենց չափահամապատասխանությունը՝ գործարկման ընթացքում առաջացող բարձր ճնշման և ջերմաստիճանի պայմաններում: Գործիքային պողպատները և հատուկ արհեստական համաձուլվածքները դիմադրում են մաշվածությանը և դեֆորմացիաներին՝ պահպանելով իրենց ճշգրիտ երկրաչափությունը միլիոնավոր գործարկման ցիկլերի ընթացքում: Շահագործման ընթացքում կատարվող կալիբրացման և սպասարկման կանոնավոր գործընթացները ապահովում են, որ այս բաղադրիչները շարունակեն աշխատել նախատեսված սպեցիֆիկացիաներին համապատասխան, պահպանելով սարքավորման ճշգրիտ արտադրանքներ ստեղծելու ունակությունը:
Ջերմաստիճանի կառավարում և ջերմային կայունություն
Ջերմաստիճանի փոփոխությունները կարող են զգալիորեն ազդել պողպատե խողովակների արտադրության չափահամապատասխանության վրա, ինչը ջերմային կառավարումը դարձնում է ճշգրիտ արտադրության կարևոր ասպեկտ: Ժամանակակից սարքավորումները ներառում են բարդ համակարգեր սառեցման և տաքացման համար, որոնք պահում են կայուն ջերմաստիճան ձևավորման ընթացքում: Ճշգրիտ կառավարվող հեղուկի հոսքով սառեցման շղթաները հեռացնում են ավելցուկային ջերմությունը կարևոր բաղադրիչներից, իսկ տաքացվող գոտիները ապահովում են նյութի օպտիմալ ձևավորման հնարավորություն:
Ջերմային ընդարձակման համակարգերը ավտոմատ ճշգրտում են սարքավորումների երկրաչափությունը՝ հաշվի առնելով սարքավորումների սեփական ջերմաստիճանային փոփոխություններից առաջացած չափային փոփոխությունները: Այս համակարգերը օգտագործում են ճշգրիտ տեղաշարժի սենսորներ և ավտոմատ կարգավորման մեխանիզմներ՝ կարևոր հեռավորություններն ու համաչափությունները պահպանելու համար, երբ շահագործման ջերմաստիճանները փոփոխվում են: Արդյունքում խողովակների չափերը մնում են կայուն՝ անկախ շրջակա միջավայրի պայմաններից կամ արտադրական ցիկլերի տատանումներից:
Նյութի հանում և ճշգրիտ մատուցում
Գոտու եզրի պատրաստում և համաչափություն
Վերջնական խողովակաշարի արտադրանքի ճշգրտությունը սկսվում է հումքի շերտերի մանրակրկիտ պատրաստման եւ կառավարման հետ: Կողմերի վերապատրաստման առաջադեմ համակարգերը ապահովում են, որ պողպատի շերտերի եզրերը կատարյալ ուղիղ լինեն եւ ազատ լինեն բուրերից կամ անկանոնություններից, որոնք կարող են ազդել լվացման գործընթացին: Ճշգրիտ ուղղող գլանաձեւերը հեռացնում են ցանկացած մնացորդային լարվածություն կամ կեղտոտություն մուտք գործող նյութից, ստեղծելով իդեալական հիմք հետեւողական խողովակաշարի ձեւավորման համար:
Օպտիկական հավասարեցման համակարգերը շարունակաբար վերահսկում են շերտերի դիրքը եւ ավտոմատ կերպով կարգավորում են ուղեցույցի մեխանիզմները ՝ ձեւավորման ամբողջ գործընթացում կատարյալ կենտրոնային գծի հետեւում պահպանելու համար: Այս համակարգերը կարող են հայտնաբերել միամիլիմետրի մասնաբաժիններով չափված կողմնակի շարժումը եւ անմիջապես ուղղել պատրաստված խողովակի չափերի փոփոխությունները կանխելու համար: Սկավառակի շրջանառության վերացումը ապահովում է, որ պատի հաստությունը հավասար մնա խողովակի ամբողջ շրջանակի շուրջ:
Տարվածության վերահսկում եւ նյութերի հոսքի կառավարում
Պողպատե շերտի լարվածության հաստատուն պահումը՝ ձևավորման գործընթացի ընթացքում, կարևոր է համաչափ չափսերով և մեխանիկական հատկություններով խողովակներ ստանալու համար: Առաջադեմ լարվածության կառավարման համակարգերը օգտագործում են բեռնազգայուն սենսորներ և սերվոկառավարվող արգելակման մեխանիզմներ՝ արտադրական գծի ընթացքում օպտիմալ շերտի լարվածությունը պահպանելու համար: Այս համակարգերը ավտոմատ կերպով հատուցում են նյութի հատկություններում, շերտի հաստությունում և ձևավորման արագություններում առկա տատանումները:
Փոփոխական հաճախադրույթի վարիկները և ճշգրիտ արագության կառավարումը ապահովում են նյութի հոսքի արագության հաստատուն պահումը՝ չնայած վերջնամասի մշակման պահանջներում տեղի ունեցող փոփոխություններին: Բուֆերային համակարգերը հաշվի են առնում տարբեր կայաններում մշակման արագությունների փոքր տարբերությունները՝ նյութի ընդհանուր հոսքի անընդհատությունը պահպանելով: Նյութի շարժման այս զգույշ կառավարումը կանխում է ձգվելը, սեղմումը կամ դեֆորմացիան, որոնք կարող են խաթարել չափագրական ճշգրտությունը:
Կարի ճշգրտություն և կարապատի որակ
Տեխնոլոգիա բարձր հաճախությամբ 悍ցման
Կատարյալ երկայնական կարը ստեղծելու համար անհրաժեշտ է անսովոր ճշգրտություն ինչպես դիրքավորման, այնպես էլ էներգիայի կիրառման գործում։ Ժամանակակից պողպատե խողովակներ ստեղծող մեքենաների բարձր հաճախադրույքային էլեկտրական համակարգերը տալիս են ճշգրիտ վերահսկվող էներգիա՝ ստեղծելով ֆյուզիայի գոտիներ՝ համապատասխան լայնությամբ և թափանցմամբ։ Այս համակարգերը վերահսկում են էլեկտրակայանքի պարամետրերը վայրկյանում հազարավոր անգամ, իրականացնելով միկրոկարգավորումներ՝ պահպանելու օպտիմալ էլեկտրակայանքի պայմանները:
Ձգումի համապատասխանեցման ցանցերն ապահովում են, որ էլեկտրակայանքի էներգիան տրանսպորտավորվի առավելագույն արդյունավետությամբ և նվազագույն տատանումներով՝ ստեղծելով կարեր՝ միատեսակ մեխանիկական հատկություններով ամբողջ երկարության ընթացքում։ Գերակայացված էլեկտրոդների կոնստրուկցիաներն ու դիրքավորման համակարգերն ապահովում են պողպատե շերտի եզրերի հետ հաստատուն կոնտակտ, վերացնելով այն տատանումները, որոնք կարող են ստեղծել թույլ կետեր կամ չափային անսաղմություններ վերջնական կարի մեջ:
Կարի ստուգում և որակի ապահովում
Վերջնական լցումից անմիջապես հետո սեղմման համակարգերը գնահատում են կարի որակը՝ օգտագործելով ուլտրաձայնային փորձարկում, փոխադարձ հոսանքի ստուգում և տեսողական վերլուծություն ներառյալ մի քանի հայտնաբերման մեթոդներ: Այս համակարգերը կարող են հայտնաբերել անթել ֆուզիա, ներառումներ կամ այլ կարման սխալներ, որոնք կարող են խաթարել խողովակի ամբողջականությունը: Ինքնաշխատ մերժման համակարգերը արտադրության հոսքից հեռացնում են սխալ մասերը՝ առանց ձեռքով միջամտության:
Անընդհատ կարի հետևողականության համակարգերը հսկում են կարի գծի դիրքն ու որակը ամբողջ արտադրական գործընթացի ընթացքում՝ ապահովելով իրական ժամանակում գործընթացի օպտիմալացման համար հետադարձ կապ: Ստատիստիկական գործընթացի կառավարման ալգորիթմները վերլուծում են կարի որակի տվյալները՝ հանդիսանալով միտումների հայտնաբերման և սխալ արտադրանքի առաջացման հնարավոր խնդիրների կանխատեսման համար: Որակի կառավարման այս ակտիվ մոտեցումը պահպանում է հաստատուն արտադրական չափանիշներ և նվազագույնի է հասցնում թափոնները:
Չափահամակարգում ամբողջ արտադրական գծի ընթացքում
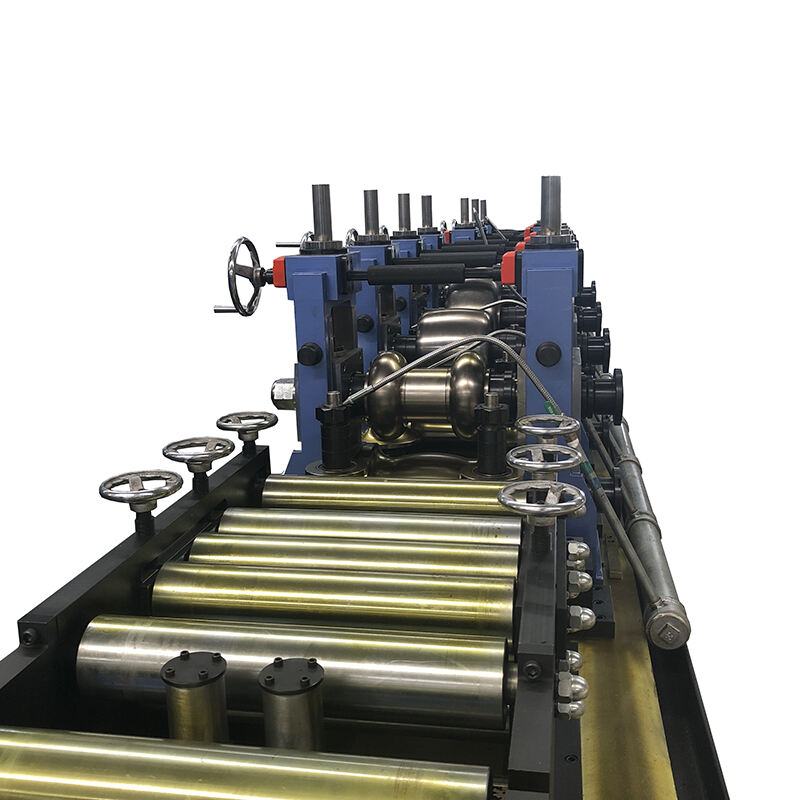
Փուլ առ փուլ ձևավորման փուլեր
Բրդացող պողպի ճշգրիտ կլոր կամ քառակուսի պրոֆիլների վերափոխումը տեղի է ունենում հատուկ կերպով կառավարվող փուլ առ փուլ ձևավորման միջոցով: Յուրաքանչյուր ձևավորման կայան ներդրում է որոշակի կորություն, իսկ համադրված ազդեցությունը ստեղծում է վերջնական պողպի երկրաչափությունը: Ճշգրիտ մշակված ձևավորող ռոլիկները տեղադրված են միկրոնային ճշգրտությամբ՝ ապահովելու համար, որ յուրաքանչյուր փուլ տալիս է ճիշտ այնքան դեֆորմացիան, որքան անհրաժեշտ է:
Համակարգչային կառավարման մեխանիզմները թույլ են տալիս իրական ժամանակում կատարել ձևավորման պարամետրերի կարգավորումներ՝ արտադրությունը չդադարեցնելով: Այս համակարգերը կարող են հաշվի առնել նյութի հատկությունների, հաստության կամ ամրության տարբերությունները, որոնք հակառակ դեպքում կարող են հանգեցնել չափային շեղումների: Անընդհատ կարգավորումներ կատարելու կարողությունը ապահովում է, որ պողպի երկրաչափությունը մնա նորմայի սահմաններում՝ չնայած հումքի նորմալ տարբերություններին:
Վերջնական չափային կարգավորում և կալիբրացում
Ոսկրային խողովակների վերջնական չափսերը սահմանվում են ճշգրտությամբ չափագրման գործողությունների միջոցով, որոնք իրականացվում են սկզբնական ձևավորման և լցման գործընթացներից հետո: Կалиբրացման ռոլիկները կամ չափային փոկերը կիրառում են վերահսկվող ճնշում՝ հասնելու ճշգրիտ արտաքին չափերի, միաժամանակ պահպանելով պատի հաստության համաչափությունը: Այս բաղադրիչները պատրաստված են արտակարգ խիստ թույլատվություններով և կանոնավոր ստուգվում են ու փոխարինվում՝ պահպանելու չափային ճշգրտությունը:
Հիդրավլիկ կամ սերվո-վերահսկվող չափագրման համակարգերը թույլատվություն են տալիս ճշգրիտ վերահսկողություն չափագրման ուժերի նկատմամբ՝ ապահովելով համապատասխան արդյունքներ տարբեր նյութերի պայմաններում: Փորձաքննական համակարգերը վերահսկում են չափագրման ուժերը և ավտոմատ կերպով կարգավորում պարամետրերը՝ համապատասխանեցնելու նյութի տարբերություններին կամ գործիքի մաշվածությանը: Այս փակ օղակաձև վերահսկողությունը պահպանում է չափային համապատասխանությունը երկարատև արտադրական շարքերի ընթացքում:
Որակի ապահովում և գործընթացի վավերացում
Վիճակագրական գործընթացի կառավարման իրականացում
Ժամանակակից պողպատե խողովակների արտադրությունը շատ կախված է ստատիստիկական գործընթացների վերահսկման մեթոդներից՝ արտադրության ընթացքում ճշգրտությունը պահպանելու համար։ Այս համակարգերը հավաքում են տվյալների մեծ ծավալներ արտադրական գծում տեղադրված սենսորներից, վերլուծելով միտումներն ու տատանումները, որոնք կարող են ցույց տալ զարգացող որակի խնդիրների մասին։ Վերահսկման գծապատկերներն ու ստատիստիկական ալգորիթմները հայտնաբերում են, թե երբ են գործընթացները սկսում շեղվել օպտիմալ պարամետրերից, և ակտիվացնում են ուղղող միջոցառումներ՝ մինչև թերի արտադրանք արտադրվի:
Ինքնաշխատ տվյալների հավաքագրումը վերացնում է մարդկային սխալները որակի վերահսկման մեջ՝ ապահովելով արտադրանքի յուրաքանչյուր խողովակի արտադրական պարամետրերի հսկանց փաստաթղթավորում։ Այս հետևողականությունը թույլ է տալիս արտադրողներին արագ նույնականացնել և ուղղել գործընթացային խնդիրները՝ հաճախորդներին ներկայացնելով մանրամասն որակի փաստաթղթեր։ Որակի տվյալների ինտեգրումը արտադրական պլանավորման համակարգերի հետ օպտիմալացնում է արտադրության արդյունավետությունը՝ պահպանելով ճշգրտության չափանիշները:
Անընդհատ բարելավում տվյալների վերլուծության միջոցով
Ընդհանուր տվյալների վերլուծության առաջադեմ հարթակները մշակում են որակի և արտադրության տվյալները՝ ճշգրտության բարելավման և արդյունավետության աճի հնարավորությունները նույնականացնելու համար: Մեքենայական ուսուցման ալգորիթմները վերլուծում են արտադրության տվյալներում առկա օրինաչափությունները՝ գործընթացային պարամետրերը օպտիմալացնելու և սպասարկման պահանջները կանխատեսելու համար: Այս վերլուծական մոտեցումը թույլ է տալիս արտադրողներին անընդհատ կատարելագործել իրենց գործընթացները՝ հասնելով ավելի բարձր ճշգրտության և հաստատության մակարդակների:
Կանխատեսող սպասարկման համակարգերը վերահսկում են սարքավորումների վիճակն ու արդյունավետությունը՝ բաղադրիչների մաշվածության կամ անհամապատասխան դիրքի պատճառով ճշգրտության անկումը կանխելու համար: Սպասարկման խնդիրները այն ժամանակ լուծելով, երբ դեռ չեն ազդել արտադրանքի որակի վրա, այս համակարգերը օգնում են պահպանել այն բացառիկ ճշգրտությունը, որը պահանջվում է ժամանակակից կիրառությունների համար: Պարբերական կալիբրացման և վավերացման ընթացակարգերը երաշխավորում են, որ չափման համակարգերը շարունակում են տրամադրել ճշգրիտ հակադարձ կապ գործընթացի կառավարման համար:
Հաճախ տրամադրվող հարցեր
Ո՞ր թույլատվություններն են կարող հասնել ժամանակակից պողպատե խողովակներ արտադրող սարքերը:
Ժամանակակից պողպատե խողովակներ ստեղծող մեքենաները սովորաբար կարող են հասնել ±0,1 մմ արտաքին տրամագծի և ±0,05 մմ պատի հաստության չափադիր հանգույցների ստանդարտ արտադրության դեպքում: Բարձրացված կառավարման հնարավորություններ ունեցող առաջադեմ համակարգերը կարող են հասնել ավելի խիստ հանգույցների՝ ±0,05 մմ արտաքին տրամագծի համար, երբ մշակվում են caրձրակարգ նյութեր վերահսկվող պայմաններում: Այս ճշգրտության մակարդակները պահպանվում են բարդ կառավարման համակարգերի, ճշգրիտ պատրաստված բաղադրիչների և արտադրության ընթացքում անընդհատ որակի վերահսկման շնորհիվ:
Ինչպե՞ս են պողպատե խողովակներ արտադրող մեքենաները պահպանում հաստատությունը երկարատև արտադրական գործընթացների ընթացքում:
Ավտոմատացված գործընթացի կառավարման համակարգերի միջոցով, որոնք անընդհատ հսկում և կարգավորում են արտադրության պարամետրերը, պահպանվում է երկարաձգված արտադրական շարքերի համապատասխանությունը։ Այս համակարգերը հատուցում են գործիքների մաշվածությունը, նյութերի տարբերությունները և շրջակա միջավայրի փոփոխությունները՝ առանց մարդկային միջամտության։ Վիճակագրական գործընթացի կառավարման ալգորիթմները հայտնաբերում են միտումներ, որոնք կարող են նշանակել որակի խնդիրների առաջացում, իսկ կանխատեսող սպասարկման համակարգերը կանխում են սարքավորումների վատթարացումը, որը կարող է ազդել ճշգրտության վրա։ Չափման համակարգերի պարբերական կալիբրացումն ապահովում է որակի չափանիշների պահպանումը ամբողջ արտադրական ցիկլի ընթացքում:
Ի՞նչ դեր է խաղում նյութի պատրաստումը ճշգրիտ խողովակների արտադրության մեջ:
Նյութի պատրաստումը կարևոր է ճշգրիտ խողովակների արտադրության համար, քանի որ մուտքային պողպատե շերտի փոփոխությունները անմիջապես ազդում են վերջնական արտադրանքի որակի վրա: Կողային կողմի պատրաստման համակարգերը ապահովում են իդեալական շերտի եզրեր՝ համապարփակ լցման համար, իսկ ուղղուման սարքավորումները վերացնում են մնացորդային լարվածությունները, որոնք կարող են առաջացնել չափային տարբերություններ: Շերտի համակենտրոնացման համակարգերը պահպանում են իդեալական երկայնական գիծը, իսկ լարվածության կառավարման մեխանիզմները կանխում են ձգումը կամ սեղմումը ձևավորման ընթացքում: Այս պատրաստական քայլերը ստեղծում են ճշգրիտ խողովակի երկրաչափության և համապարփակ մեխանիկական հատկությունների հիմք:
Ինչպե՞ս են արտադրողները ստուգում իրենց պողպատե խողովակների սարքերի ճշգրտությունը
Ճշգրտության ստուգումը ներառում է բազմաթիվ չափման և փորձարկման ընթացակարգեր, այդ թվում՝ չափագրական ստուգում կալիբրված չափման սարքավորումներով, մեխանիկական հատկությունների փորձարկում և լցակավորման կապերի ոչ քայքայիչ ստուգում: Կոորդինատային չափման սարքերը տրամադրում են խողովակի երկրաչափության մանրամասն չափագրական վերլուծություն, իսկ արտադրական տվյալների վիճակագրական վերլուծությունը հայտնաբերում է միտումներ և տատանումներ: Բոլոր չափման համակարգերի պարբերական կալիբրացիան ապահովում է ճշգրտությունը, իսկ վավերացված համադրելի ստանդարտների հետ համեմատումը հաստատում է չափումների ամբողջականությունը: Հաճախ արտադրանքի նմուշները փորձարկվում են անկախ լաբորատորիաներում՝ համոզվելու համար, որ ճշգրտության ստանդարտները հաստատակամ կերպով կատարվում են:
Բովանդակության աղյուսակ
- Ժամանակակից խողովակների արտադրության մեջ առաջադեմ կառավարման համակարգեր
- Ճշգրիտ ինժեներական նախագծում մեքանիկական սարքավորումներում
- Նյութի հանում և ճշգրիտ մատուցում
- Կարի ճշգրտություն և կարապատի որակ
- Չափահամակարգում ամբողջ արտադրական գծի ընթացքում
- Որակի ապահովում և գործընթացի վավերացում
-
Հաճախ տրամադրվող հարցեր
- Ո՞ր թույլատվություններն են կարող հասնել ժամանակակից պողպատե խողովակներ արտադրող սարքերը:
- Ինչպե՞ս են պողպատե խողովակներ արտադրող մեքենաները պահպանում հաստատությունը երկարատև արտադրական գործընթացների ընթացքում:
- Ի՞նչ դեր է խաղում նյութի պատրաստումը ճշգրիտ խողովակների արտադրության մեջ:
- Ինչպե՞ս են արտադրողները ստուգում իրենց պողպատե խողովակների սարքերի ճշգրտությունը