
業種を問わず製造業界において、先進的な鋼管生産設備への投資が戦略的に重要であるとの認識が高まっています。自社の生産ラインにERW鋼管製造機を導入するという判断は、 eRW管ミル 自社の生産ラインに導入することは、複数の運用要因を慎重に検討する必要がある大きな資本投資を意味します。ERW(高周波抵抗溶接)製管機の技術的性能、生産要件、および経済的影響を理解することで、メーカーは設備投資に関する適切な判断を行うことができます。最新のERW製管機システムは、厳しい業界規格を満たす高品質な溶接鋼管を、競争力のある生産コストを維持しつつ製造するための高度なソリューションを提供しています。
ERW製管機技術の理解
核心的な製造原理
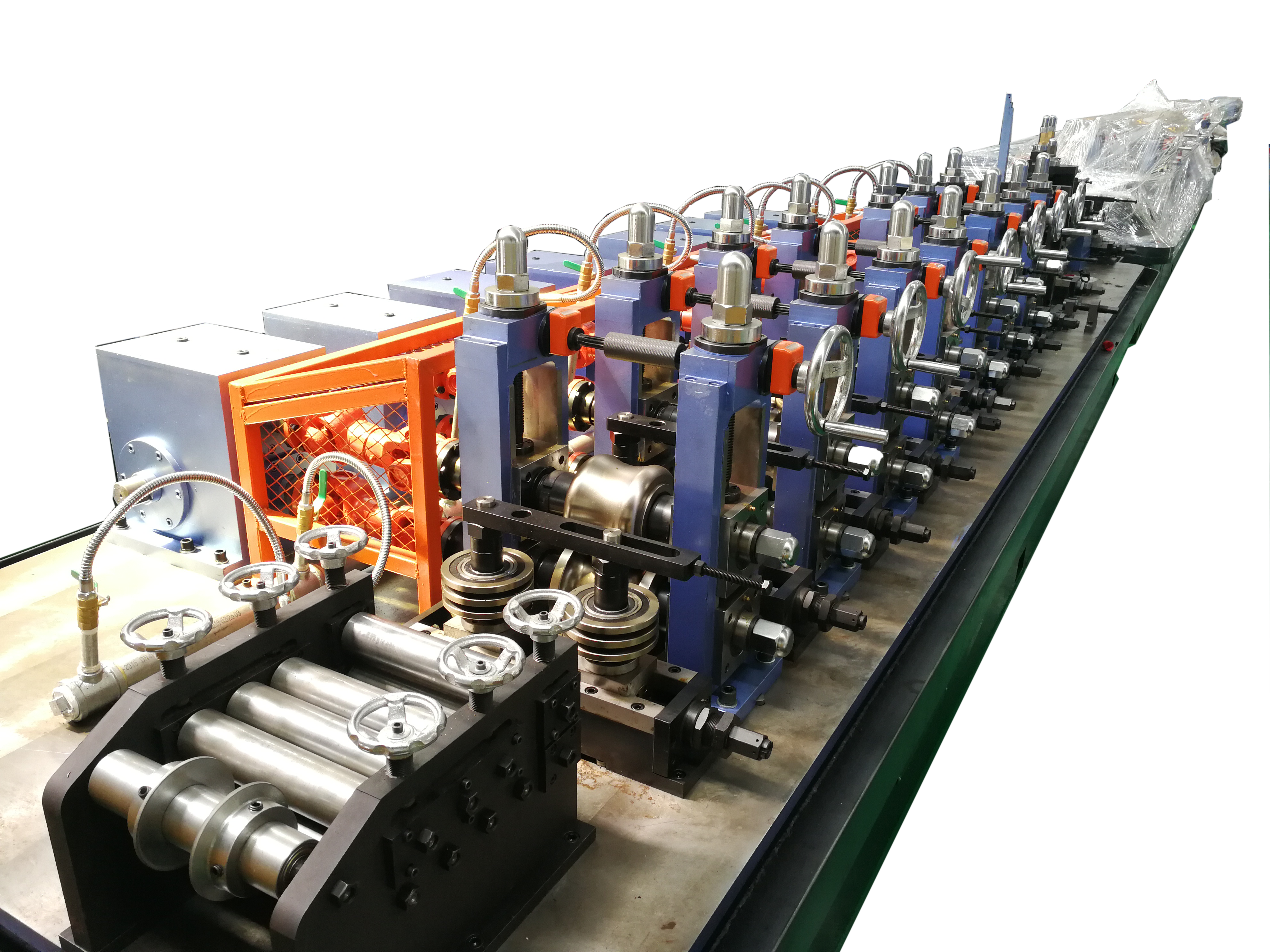
電気抵抗溶接技術は、現代の鋼管製造プロセスの基盤を構成しています。ERW鋼管製造機(ERWチューブミル)は、高周波電流を用いて成形された鋼帯の縦方向継ぎ目部分に精密な溶接部を作り出します。この製造方法により、寸法精度および機械的特性に優れた溶接鋼管を一貫して生産することが可能になります。この工程は鋼巻き取りコイルの準備から始まり、原材料は厳密な検査および表面処理を経て、最適な溶接条件が確保されます。
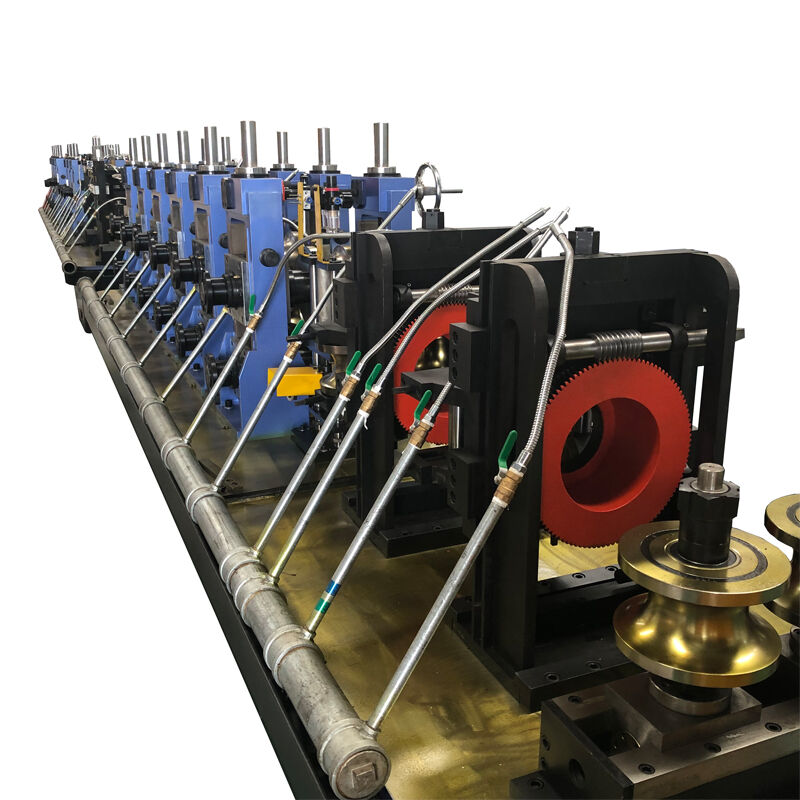
ERW鋼管製造機の成形部では、平鋼帯を一連の高精度に調整された成形ロールを通過させることで、段階的に円筒状の形状に成形します。先進的な制御システムにより、材料の板厚、帯幅、および成形速度がリアルタイムで監視され、生産工程全体を通じて一定の鋼管幾何形状が維持されます。溶接工程中の温度制御により、圧力用途および構造要件に関する業界規格を満たす強固で信頼性の高い溶接継手を実現するための適切な熱入力が確保されます。
生産能力および仕様
現代のERWチューブミル設備は、チューブの外径範囲および壁厚仕様において優れた柔軟性を提供します。ほとんどの産業用グレードのシステムでは、小径用途から大型構造用プロファイルまで幅広いサイズのチューブを同一生産ラインで製造可能であり、多様な市場ニーズに対応できます。最新式チューブミルの高精度設計により、メーカーは寸法公差を厳密に管理しつつ、製造効率を最適化する高い生産速度を実現できます。
品質管理の統合は、ERW鋼管製造ラインの運用において極めて重要な要素であり、高度なシステムでは、溶接部の健全性、寸法精度、表面仕上げをリアルタイムで監視します。自動検査システムにより、生産中に潜在的な欠陥を検出でき、即時の是正措置を可能とすることで、ロスを最小限に抑え、製品品質の一貫性を確保します。こうした技術的進歩により、さまざまな産業分野におけるERW製鋼管の信頼性および性能特性が大幅に向上しました。
ビジネスアプリケーションと市場機会
産業分野別の要件
建設およびインフラ開発分野は、ERW鋼管製造設備(ERWチューブミル)を運用する企業にとって大きな市場機会を示しています。ERW製造工程で生産される鋼管は、さまざまな荷重条件下でも信頼性の高い性能が求められる建築用骨組み、配管システム、機械構造物において、極めて重要な役割を果たします。持続可能な建設資材に対する需要の高まりに伴い、従来の構造用材料と比較して優れた強度対重量比を実現する高品質溶接鋼管への関心が高まっています。
自動車および輸送産業では、シャシー部品、排気システム、油圧用途などにおいて、ERW鋼管の利用が引き続き拡大しています。最新のERW鋼管製造設備による高精度な寸法制御技術を活用することで、メーカーは厳しい自動車規格を満たしつつ、コスト効率の良い大量生産を維持できます。エネルギー分野における応用、例えば石油・ガスパイプライン基盤施設などでは、高圧および腐食性環境に耐えられる鋼管が求められており、こうした過酷な用途においてERW技術は特に適しています。
市場でのポジショニングと競争上の利点
チューブ製造市場において競争力のある地位を確立するには、ERWチューブミル技術が他の生産方法に対して持つ独自の優位性を理解することが不可欠です。ERWチューブは、ほとんどの産業用途に十分な優れた機械的特性を維持しつつ、シームレスチューブ製造と比較して通常、より優れたコストパフォーマンスを実現します。高生産速度で一貫した品質を安定して製造できるという特長により、メーカーは変動する市場需要および顧客要件に効果的に対応することが可能になります。
地理的市場の検討事項は、特定の事業運営におけるERW鋼管製造機(チューブミル)への投資の採算性を判断する上で重要な役割を果たします。地域におけるインフラ整備プロジェクト、地元の産業成長動向、および原材料供給業者との距離は、鋼管製造事業の収益性に大きく影響を与えます。こうした市場動向を理解することで、企業は設備投資や生産能力拡張戦略の最適なタイミングを把握することが可能になります。
経済的検討と投資分析
初期資本費用
Erw管製造機の導入に伴う財務的負担は、主要な設備購入費用を越えて、複数のコスト要素から構成されます。設置工事費、施設の準備、電力・水道などのインフラ整備、およびオペレーター向けの訓練プログラムは、包括的なプロジェクト予算に組み込む必要のある重要な追加投資です。最新式の管製造機システムでは、専用の電源構成、冷却水システム、および材料搬送装置が必要とされ、これらのために施設の改修またはアップグレードが求められる場合があります。
原材料の供給契約および在庫管理戦略は、ERW鋼管製造ラインの操業経済性に大きく影響します。鋼帯(コイル)の調達は鋼管製造における最大の変動費項目であり、サプライヤーとの関係性および価格契約が、競争力のある生産コストを維持する上で極めて重要な要素となります。企業は、特定の地域市場において鋼管製造ラインへの投資の経済的採算性を評価するにあたり、当該地域における鋼材の現地調達可能性、輸送コスト、品質仕様を総合的に検討する必要があります。
投資収益率予測
ERW鋼管製造ラインの運用における現実的な投資収益率(ROI)予測を算出するには、市場需要の動向、価格動向、および生産能力の稼働率を慎重に分析する必要があります。過去の市場データによると、鋼管製造事業は通常、市場状況および運用効率の水準に応じて、操業開始後18~36か月以内に正のキャッシュフローを達成しています。持続可能な収益性を確保するためには、生産量計画において季節的な需要変動および長期的な市場成長予測を十分に考慮する必要があります。
運転コスト最適化戦略は、効率の向上と廃棄物発生量の削減を通じて、ERW鋼管製造ラインへの投資の財務パフォーマンスを大幅に改善することができます。エネルギー消費管理、予防保全プログラム、品質管理の強化は、製品品質基準を維持しつつ、単位当たりの生産コストを低減します。こうした運用上の改善は通常、時間の経過とともに複利的に効果を発揮し、利益率の向上およびターゲット市場内における競争力の強化をもたらします。
技術的実装およびセットアップ要件
施設インフラに関する検討事項
ERW鋼管製造機の成功裏な導入には、設備スペースの要件、材料の流れに関するロジスティクス、および安全面の検討を含む包括的な施設計画が必要です。生産フロアのレイアウトは、原材料の保管エリア、鋼管製造機の設置位置、完成品の取扱いシステム、および品質管理の検査ステーションを十分に収容できるように設計する必要があります。天井の高さおよび構造的耐荷重能力は、屋上設置型の材料取扱装置および安全な操業に必要な換気設備を適切に設置するために不可欠です。
ERW鋼管製造ラインの運転に必要な電気インフラ要件は、高周波溶接システムおよび高精度制御機器のため、通常の産業用電源構成を上回ります。適切な電圧調整機能および高調波フィルタリング機能を備えた三相電源により、感度の高い電子部品が安定して動作します。生産中断を防止し、電源品質の問題によって引き起こされる高額な修理や再校正の必要性から高価な設備を保護するため、非常用電源システムの導入が必要となる場合があります。
人材育成とトレーニング
ERW鋼管製造機の運転には、機械システムと電子制御技術の両方を理解する熟練した技術者が不可欠です。包括的な訓練プログラムでは、設備の運転手順、品質管理プロトコル、安全要件、および効率的な生産管理を実現するための故障診断・対処技術について体系的に教育する必要があります。多くの設備メーカーが専門的な訓練サービスを提供しており、企業が自社内の専門知識を構築するとともに、新技術導入に伴う習熟期間の短縮を支援しています。
継続的な人材育成イニシアチブは、持続可能な業務卓越性の実現および生産効率の継続的改善に貢献します。新技術、安全規程、品質基準に関する定期的な研修更新により、高いパフォーマンス水準を維持するとともに、事故や設備損傷のリスクを低減します。社内研修機能を構築することで、企業は業務の一貫性を確保し、長期的には外部技術支援サービスへの依存度を低下させることができます。
品質管理および規格適合
業界標準および認証
現代のERW鋼管製造設備の運転は、製品の信頼性および市場での受容性を確保するため、多数の業界標準および品質認証を遵守しなければなりません。ASTM、API、ISOなどの国際規格では、さまざまな用途に使用される溶接鋼管について、寸法公差、機械的特性、試験要求事項が定義されています。これらの規格への適合を維持するには、堅牢な品質マネジメントシステムと、生産能力および品質管理の有効性を検証するための定期的な第三者監査が不可欠です。
品質認証プログラムの文書化要件は、各生産ロットにおける原材料のトレーサビリティ、生産パラメーター、および試験結果を追跡する包括的な記録管理システムを必要とします。ERW鋼管製造機の制御システムと統合された電子データ管理システムを活用すれば、こうした文書化プロセスの大部分を自動化し、品質記録の正確性および完全性を確保できます。また、これらのシステムは、製品のサービスライフ期間中に発生する顧客からの問い合わせや規制対応要請に迅速に対応することも可能にします。
試験および検査手順
ERW鋼管製造プロセス全体に効果的な試験および検査プロトコルを導入することで、完成品に影響を及ぼす前に潜在的な品質問題を特定できます。超音波検査および電磁検査を含む非破壊検査手法は、製造された鋼管を損傷させることなく溶接部の欠陥や材質の不均一性を検出できます。統計的工程管理(SPC)手法を用いることで、一貫した品質水準を維持しつつ、生産効率を最適化し、廃棄物の発生を最小限に抑えることができます。
最新のERW鋼管製造設備に統合された高度な検査技術により、生産品質に関するリアルタイムのフィードバックが得られ、品質の逸脱が発生した際に即座に是正措置を講じることが可能になります。自動測定システムを活用すれば、生産工程全体を通じて寸法精度、表面粗さ品質、および溶接部の健全性を継続的に監視できます。これらの技術は、手動による検査の必要性を大幅に削減するとともに、製品の一貫性および顧客満足度の向上に大きく貢献します。
よくある質問
ERW鋼管製造機で達成可能な生産量はどの程度ですか?
ERW鋼管製造機の生産量は、通常、設備の規模、鋼管の仕様、および運用効率に応じて、年間20,000トンから150,000トンの範囲となります。特殊用途に特化した小規模な製造ラインでは年間20,000~50,000トンを生産する場合がありますが、大規模産業用システムでは年間100,000トンを超えることもあります。実際の生産能力は、鋼管の外径、壁厚、材質等級、および1日の稼働シフト数によって左右されます。ほとんどのメーカーでは、品質基準を維持しつつ設備利用率を最大化する連続運転スケジュールを採用し、最適な効率を実現しています。
ERW鋼管製造機の設置には通常どれくらいの期間が必要ですか?
ERW管製造ラインの完全な据付および試運転には、機器の納入からフル生産能力の確保まで通常4~8か月を要します。この期間には、基礎工事、機器の据付、電源・空圧・水道などの各種設備接続、機器の校正、およびオペレーター向けの訓練が含まれます。高度な自動化機能やカスタム仕様を備えた複雑な据付案件では、システム統合および試験に追加の時間がかかる場合があります。適切なプロジェクト計画と機器サプライヤーとの密接な連携により、据付期間の短縮を図りながら、システムの正常動作および安全規制への適合を確実に担保できます。
ERW管製造ラインの運用において、どのような保守・点検要件が想定されますか?
ERW管製造機の定期保守には、毎日の潤滑油点検、毎週の成形ロール点検、毎月のキャリブレーション確認、および四半期ごとの主要部品整備が含まれます。溶接電極、成形ロール、駆動システムなどの重要部品については、生産量および摩耗パターンに基づき、計画的な交換が必要です。予防保全プログラムを導入することで、反応型保全(事象発生後の対応)と比較して、予期せぬダウンタイムを通常60~80%削減できます。多くのメーカーでは、生産中断を最小限に抑えるため、通常の摩耗部品について3~6か月分相当のスペアパーツ在庫を確保することを推奨しています。
最適なERW管製造機性能を実現するためには、どのような原材料仕様が必要ですか?
最適なERW鋼管製造ラインの性能を実現するには、厚さ公差(±0.05mm)が均一で、表面状態が清浄であり、かつ目的用途に応じた適切な機械的特性を有する鋼帯コイルが必要です。使用される鋼種は、一般構造用炭素鋼から高強度合金鋼まで、最終用途の要件に応じて幅広く選択されます。コイルの幅精度、エッジ品質、および表面仕上げは、生産効率および最終的な鋼管品質に大きく影響します。材料サプライヤーは、特定のERW鋼管製造ライン構成および溶接パラメータとの適合性を確保するため、詳細な化学成分分析書および機械的特性証明書を提供する必要があります。