
Fabricatio moderna exigit praecisionem praestantem, et machinae tuborum ex ferro fabricandorum evolverunt ad haec stricta requirita complenda per ingenium progressum et systemata regulativa subtilia. Hi robur industriales excellentiam mechanicam cum technologia summa iungunt, ut tubos producant qui ad exactas specificaciones in variis applicationibus satisfaciant. Praecisio a machinis hodiernis tuborum ex ferro fabricandis allata revolutionem fecit in industria a aedificando usque ad fabricandum automata, ubi accuratio dimensionalis inter successum et profligamentum in applicationibus criticis interest.
Systemata Regulativa Progressa in Fabricatione Tuborum Moderna
Integratio Numerica Computatilis
Fundamentum praecisionis in modernis machinis tuborum ex ferro fabricandis in iis sistematibus controlis numerici computerizatis situm est, quae omnem partem processus fabricationis inspiciunt et moderantur. Haec systemata parametra continua sequuntur, ut velocitates alimentandi materiae, pressiones formandi, et mensuras dimensionales tempore vero. Sensors progressi per totam machinam positae instantaneam informationem praebent, quae correctiones statim adhibere permittit, ut tolerationes intra fractio millimetri serventur. Coniunctio algoritmorum intelligentiae artificialis his systematibus potentialia aberrationes antequam eveniant praedicere permittit, qualitatem constantem per omnes productiones conservantes.
Motores servo multi-axiales operantur perfecte synchroni ut moventes rotationum formatarum, mechanismorum secantium et systematum tractationis materialis regant. Haec exacta coordinatio eliminat ludentia mechanica et repercussiones quae variationes in instrumentis fabricationis traditionalibus inducere possunt. Resultat autem repetitio talis ut fabricantes millia tuborum identicorum cum variatione minima producere possint, standardibus exigentibus quae in industriis ut sunt aerospacialis et ingenieria praecisionis necessariis satisfaciendo.
Systemata Monitorandi Qualitatem in Tempore Reali
Hodiernae fabricae systemata qualitatis scrutandi docta adhibent quae singulas tubas confectas examinant, productionis celeritatem minuendo non retardatam. Systemata laseris dimensiones externas tubarum per processum fabricationis moventium scandunt, variationes tam parvas quam 0,01 millimetra detegentes. Haec systemata vitia ut ovalitas, variationes crassitudinis parietum et defectus superficiales identificare possunt, quae functionem producti ultimi compromittere possent.
Technologia imaginum digitalium cum algoriphmis doctrinae machinalis coniuncta qualitatem superficiemque examinat et vitia microscopica detegit, quae inspectores humani praeterire possent. Cum deviationes a specificatis deprehenduntur, systema parametra processus vel statim corrigit vel producta inspicientia manuali designat. Haec continua observatio efficit ut quaestiones qualitatis statim tractentur, non autem ulterius in processu repertae, ita ut reiectio minuatur et qualitas constans servetur.
Ingenium Praecisum in Machinarum Constitutione
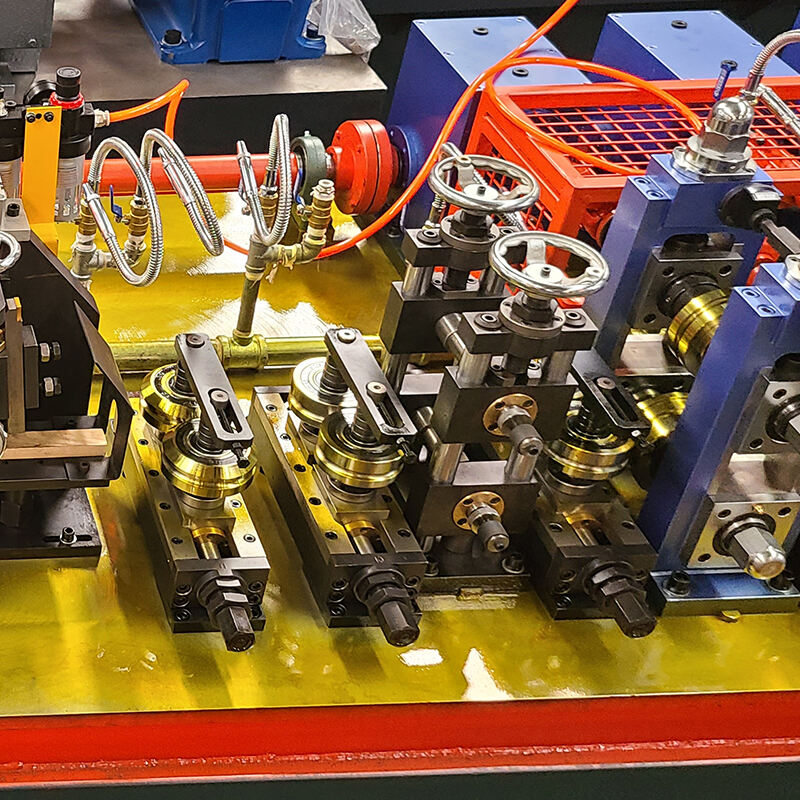
Componentes Fabricationis ad Altam Tolerantiam
Componentes mechanici intra machinis fabricandarum tuborum ferreorum admodum exiguis dimensionum differentiis fiunt, ut certa prestentia per longas operationum periodos obtineantur. Cylindri formantes precise sunt levigati, ut superficierum finitio in microdigitis mensurata servetur, ceterum cunei axisque exiguas intercapedines habentes eliguntur et disponuntur, quae in millesimis digiti mensurantur. Haec cura erga praecisionem mechanicam directe in accuratam dimensionem tuborum perfectorum transit.
Metallurgia adfecta in fabricandis componentibus efficit ut partes criticae suam stabilitatem dimensionalem retineant sub viribus extremis et temperaturis quae in operationibus formandi tuborum occurrunt. Ferrum instrumentorum et legationes speciales resistent abrasioni et deformationi, suam praecisam geometriam servant per miliones cyclos operandi. Normae periodicae calibrandi et servandi efficiunt ut haec componenda intra specifica performare perstant, machinae facultatem conservantes ut producta praecisa producat.
Regulatio Temperaturae et Stabilitas Thermica
Variationes temperaturae accurate influere possunt in dimensionalem exactitudinem productionis tuborum ex ferro, sic ut gestio thermica pars critica manufacturae praecisionis sit. Machinae modernae complexos systemates refrigerandi et calefaciendi incorporant quae temperaturas constantes per totum processum formandi servant. Circuitus refrigerantes, qui fluxum fluidi precise regulatum utuntur, calorem exsuperantem ab organis criticis removent, dum zonae calefactae optimalis materiae formabilitatem garant.
Systemata compensationis dilatationis thermalis geometriam machinarum automato corrigunt ad mutationes dimensionales a temperatura in ipso apparatu causatas compensandas. Haec systemata sensoribus displacementis precisioribus et mechanismis adjustmenti automatis utuntur ad spatia et orientationes critica servandas, dum temperature operationis variant. Resultat in dimensionibus tuborum constantibus, sive conditiones ambientes sive variationes cyclorum productionis.
Gestio Materialis et Praecisio Alimentandi
Praeparatio et Directio Marginis Laminarum
Praecisio ultimi producti tuborum ex diligenti praeparatione et tractatione fasciae materiae primae oritur. Systemata provecta limandae marginum efficiunt ut margines fasciae stanni perfecte recti sint et liberi ab asperitatibus vel irregularitatibus quae processum soldandi afficere possent. Cylindri rectificantes praecisos residuas tensiones aut curvaturas de materia currente tollunt, fundamentum ideale creantes ad formandam tuborum constantem.
Systemata optica adaptationis continuo positionem fasciae observant et automatice mechanismos dirigendos corrigunt, ut trahens perfectus in media linea per totum processum formandi servetur. Haec systemata motum lateralem in fractionibus millimetrorum mensuratum detegere possunt et correctiones instantaneas adhibent, ut variationes dimensionum in tubo absolutum prohibeantur. Eliminatio vagationis fasciae efficit ut crassitudo parietis circum totam circumferentiam tubi uniformis maneat.
Regulatio Tensionis et Gubernatio Currentiae Materialis
Tensionem constantem in lamina stanni retinere dum per processum formandi movetur, ad tubos cum dimensionibus uniformibus atque proprietatibus mechanicis producendos necessaria est. Systemata progressa tensionis regolandae cellulas ponderis et mechanismos frenantes servo-regulatos adhibent, ut tensionem laminaris optimam per totam productionis lineam servant. Haec systemata variationes in proprietatibus materialis, crassitudine laminaris et velocitatibus formandi automato compensant.
Agogae frequentiarum variabiles et regulae velocitatis praecisae efficiunt, ut celeritates fluxus materialis constantes maneant, licet in conditionibus processuum ulteriorum mutationes fiant. Systemata bufferi variationes leves in velocitatibus profectionis inter stationes diversas accommodant, simul tamen continuitatem fluxus materialis servantes. Haec cura diligens motus materialis distentionem, compressionem vel distortionem praestant, quae accuratitudinem dimensionalem laedere possent.
Praecisio Solderis et Qualitas Suturae
Technologia soderii ad alta frequentia
Creatio perfecti suturae longitudinalis praecisionem extraordinariam requirit tam in positione quam in applicatione energiae. Systemata soldationis ad altam frequentiam in modernis machinis fabricandis tubis ex ferro adhibentur, quae energiam exacte moderatam applicent ad zonas fusionis creandas cum latitudine et penetratione constantibus. Haec systemata parametra millies singulis secundis inspiciunt, microemendationes perficiendo ut conditiones soldationis optimae serventur.
Rete aptationis impendentiae energiam soldationis efficientissime et cum variatione minima traducit, saturas cum proprietatibus mechanicis uniformibus per totam longitudinem creans. Doctae formae electrodorum et systemata positionis contactum constantem cum marginibus laminae ferreae servant, variationes eliminantes quae puncta infirma vel irregularitates dimensionales in sutura perfecta creare possent.
Inspectio Suturae et Securitas Qualitatis
Systemata inspicientia statim post soldatura defectus iuncturae perpendunt, quae qualitatem iuncturae per varias detectionis methodos, ut examinatio ultrasonica, inspectio currentium vorticis, et analysis visualis, evaluant. Haec systemata fusionem imperfectam, inclusiones, vel alios defectus soldaturae identificare possunt, qui integritatem tubi compromittere possent. Systemata reiiciendi automata sectiones defectivas e cursu productionis removet sine ulla interventione humana.
Systemata continuo sequentia iuncturae positionem et qualitatem iuncturae per totum processum productionis observant, data suppeditando pro optima processus in tempore reali. Algorithmi controlis processus statisticorum datos de qualitate iuncturae analysant ut tendentias agnoscant et futura problemata antea praedictent quam producta defectorum efficiantur. Hic adfectus proactivus in ratione qualitatis standarda productionis constanter servat et ablationes minimat.
Controllum Dimensionale Per Totam Lineam Productionis
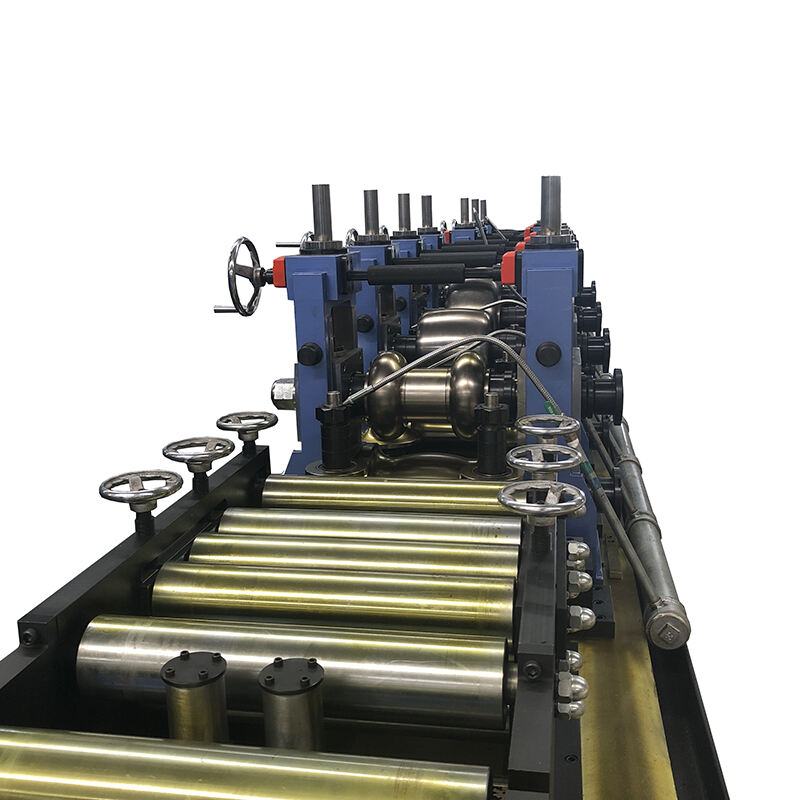
Stadia Formandi Progressiva
Transformatio fasciae stanni planae in praecisos circulares vel quadratos profile tuborum per gradus formatos accurate controlatos fit. Unaquaeque statio formans certam curvaturae quantitatem adfert, effectu finali geometriam tubi efficiente. Cylindri formantes praeceisione machinati cum micro-metrica accurate disponuntur, ut unaquaeque stadium exacte requiritam deformationis quantitatem adferat.
Mechanismi regulandi a computatro directi modificationes in tempore reali parametrorum formandorum sine productione intermissa permittunt. Haec systemata variationibus in proprietatibus materiae, crassitudine, vel robore, quae alias variationes dimensionales efficerent, obviare possunt. Potestas adjustmentum continuorum facit, ut geometria tubi intra specifica maneat, etiam si variationes normales in materialibus primariis adsint.
Ultima Dimensionum Determinatio et Calibratio
Dimensio finalis tuborum ferri stabilatur per operationes praecisionis quae fiunt post primum formandi et soldandi processum. Cylindri calibrantes vel matricae dimensiones imponentes pressionem regulatam applicant ad exactas dimensiones externas consequendas, parietum tamen crassitudine uniformi servata. Haec instrumenta ad tolerationes valde angustas fabricantur et crebro inspiciuntur atque substituuntur ut accuratitas dimensionalis servetur.
Systemata hydraulica vel servo-regulata dimensiones imponentia praeceptionem exactam super vires dimensionum offerunt, resultata consistentia per varias conditiones materiales servantia. Systemata responsiva vires dimensionum inspiciunt et parametra automato regunt ut variationibus materiae aut usui instrumentorum obviam eant. Haec regio clausa consistentiam dimensionalem per productiones longas servat.
Custodia Qualetatis et Validatio Processus
Implementatio Controllis Processionis Statisticae
Fabricatio moderna tuborum ex ferro ad methodos statuas regendae processuum magnopere innititur, ut praecisio in universo opere servetur. Haec systemata ingentes quantitates datorum ab sensoribus in serie fabricandorum collocatis colligunt, tendentias et variationes analysantes quae possint significare nascentia problemata qualitatis. Chartae regulae et algorithmi statistici ostendunt quando processus a parametris optimis discedere incipiunt, actiones correctivas activantes antequam producta defectuosa fiant.
Collectio automata datorum errores humanos in observatione qualitatis tollit, simulque documentationem plenam parametrorum productionis pro quolibet tubo facto praebet. Haec reperibilitas fabricantibus permittit celeriter quaerere et emendare difficultates processuum, pariterque clientibus documentationem qualitatis minutiata praebet. Coniunctio datorum de qualitate cum systematibus schedularum productionis efficienciam fabricandorum optimizat, dum tamen normae praecisionis servantur.
Perfectionis perpetua per analysim datorum
Plataeformae analysionis datorum provectae data de qualitate et productione tractant ut opportunitates emendationum praecisionis et efficacitatis detegant. Algorithmi doctrinae machinalis formas in datis productionis analizant ut parametri processus optime fiant et necessitudines mantentionis praedictae sint. Haec ratio analytica manufactores permittit processus suos cotidie perficere, semper altiores gradus praecisionis et constantiae consequendo.
Systemata mantentionis praedictivae statum et functionem machinarum observant ne praecisio imminuta sit propter attritionem componentium vel desalinationem. Mantentis causis antequam qualitas producti afficitur solutis, haec systemata adiuvant praecisionem eximiam quae a modernis applicationibus postulatur servare. Calibratio et validationes periodicae efficiunt ut systemata mensurandi still accurate informationem praebent pro controllo processus.
FAQ
Quas tolerantias machinae modernae tuborum ferreae conficiendarum consequi possunt?
Fistularum e ferro formandarum machinae hodiernae plerumque tolerantias dimensionales ±0,1 mm pro diametro externa et ±0,05 mm pro crassitudine parietis in productione vulgaris consequi possunt. Systemata provecta cum facultatibus regulandi melioratis etiam tolerantias angustiores ±0,05 mm pro diametro externa consequi possunt, dum materias praeclaras in conditionibus regulatis tractant. Haec praecisionis genera per systemata regulandi docta, componentia precise fabricata et inspectionem qualitatis continuam per totum processum productionis servantur.
Quomodo machinae fistularum e ferro formandarum constantiam in longis productionis seriebus servant?
Cuncta consistentia per longas productionis seriem per systemata automata processuum regendos retinetur, quae continuo paranda manufactura observant et corrigunt. Haec systemata usum instrumentorum, variationes materiae et mutationes ambientis compensant sine ulla humana interpositione. Algorithmi statistici regendae processuum tendentias detegunt quae nascentes quaestiones de qualitate indicare possint, dum systemata praedictiva maintenance impedient degradationem machinarum quae ad praecisionem afficere possit. Regularis calibratio systematum mensurantium certum facit ut normae qualitatis per totum cyclum productionis serventur.
Quam partem praeparatio materiae agit in praecisam tuborum productionem consequendam?
Praeparatio materialis est fundamentalis ad productionem praecisam tuborum, quia variationes in lamina stanni intrante directe afficiunt qualitatem producti finalis. Systemata praeparationis marginis garant margines perfectos laminarum ad soldaturas constantes, dum instrumenta redigendi tollunt tensiones residuas quae variationes dimensionales causare possent. Systemata adiunctionis laminarum servant exactam directionem in linea media, et mechanismi regulationis tensionis impediunt distensionem vel compressionem durante formando. Haec praeparationis tempora creant fundamentum ad geometriam tubulorum praecisam et proprietates mechanicas constantes.
Quomodo fabricantes verificant praecisionem suorum machinarum faciendarum tuborum stanneorum?
Verificatio praecisionis complures proceduras mensurae et experimentorum includit, inter quas inspectionem dimensionalem cum instrumentis mensurandi calibratis, experimenta proprietatum mechanicarum, et examina nondestructiva iuncturarum soldatorum. Machinae mensurandi coordinatas analysin dimensionalem minutam geometriae tuborum praebent, dum analysis statistica datorum productionis inclinationes et variationes detegit. Calibratio regularis omnium systematum mensurandi accuratiam confirmat, et comparatio cum normis referentiae certificatis integritatem mensurationum probat. Saepe campiones productionis ab laboratoriis independentibus experiuntur ut constet normas praecisionis constanter adimpleri.
Index Rerum
- Systemata Regulativa Progressa in Fabricatione Tuborum Moderna
- Ingenium Praecisum in Machinarum Constitutione
- Gestio Materialis et Praecisio Alimentandi
- Praecisio Solderis et Qualitas Suturae
- Controllum Dimensionale Per Totam Lineam Productionis
- Custodia Qualetatis et Validatio Processus
-
FAQ
- Quas tolerantias machinae modernae tuborum ferreae conficiendarum consequi possunt?
- Quomodo machinae fistularum e ferro formandarum constantiam in longis productionis seriebus servant?
- Quam partem praeparatio materiae agit in praecisam tuborum productionem consequendam?
- Quomodo fabricantes verificant praecisionem suorum machinarum faciendarum tuborum stanneorum?