
Výrobné podniky v rôznych odvetviach stále viac uznávajú strategický význam investícií do pokročilých zariadení na výrobu trubiek. Rozhodnutie integrovať ERW trubkový valcovací stroj do vašej výrobnej linky predstavuje významnú kapitálovú investíciu, ktorá vyžaduje... erw trubičková valcovacia do vašej výrobnej linky predstavuje významnú kapitálovú investíciu, ktorá vyžaduje dôkladné zváženie viacerých prevádzkových faktorov. Porozumenie technickým možnostiam, výrobným požiadavkám a ekonomickým dôsledkom technológie rúrkových valcovacích strojov s elektrickým odporovým zváraním (ERW) môže výrobcom pomôcť pri rozhodovaní o investíciách do výrobného vybavenia. Moderné systémy rúrkových valcovacích strojov s elektrickým odporovým zváraním (ERW) ponúkajú sofistikované riešenia na výrobu vysokokvalitných zváraných rúrok, ktoré spĺňajú prísne priemyselné štandardy a zároveň udržiavajú konkurencieschopné výrobné náklady.
Porozumenie technológii rúrkových valcovacích strojov s elektrickým odporovým zváraním (ERW)
Základné výrobné princípy
Technológia elektrického odporového zvárania predstavuje základ moderných procesov výroby rúr. Zvárací stroj pre rúry ERW využíva vysokofrekvenčný elektrický prúd na vytvorenie presných zvarov pozdĺž pozdĺžneho švu tvarovaných oceľových pások. Tento výrobný postup umožňuje konzistentnú výrobu zváraných rúr s vynikajúcou rozmerovou presnosťou a mechanickými vlastnosťami. Proces začína prípravou oceľového kotúča, pri ktorej suroviny podstupujú dôkladnú kontrolu a povrchovú úpravu, aby sa zabezpečili optimálne podmienky pre zváranie.
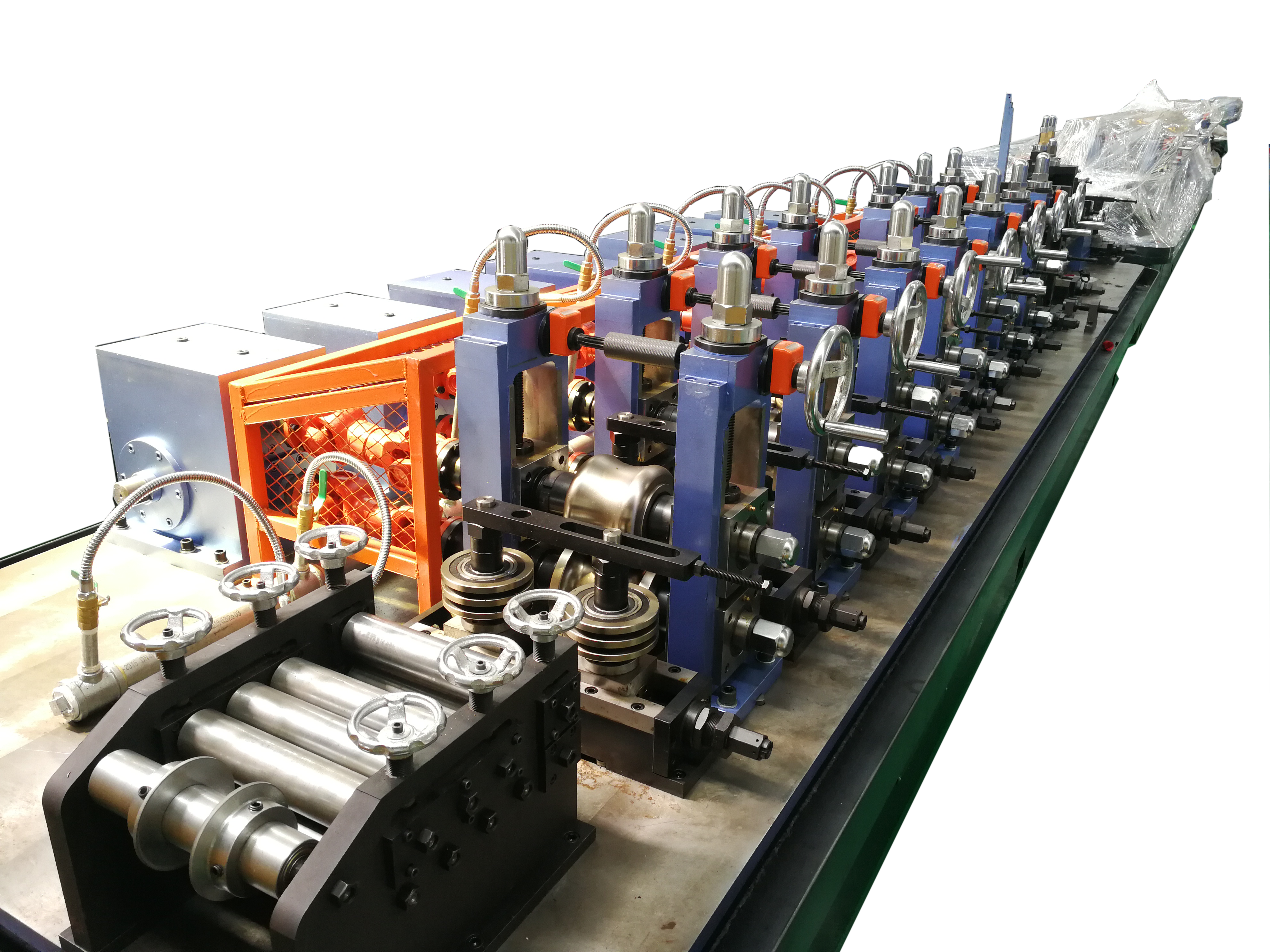
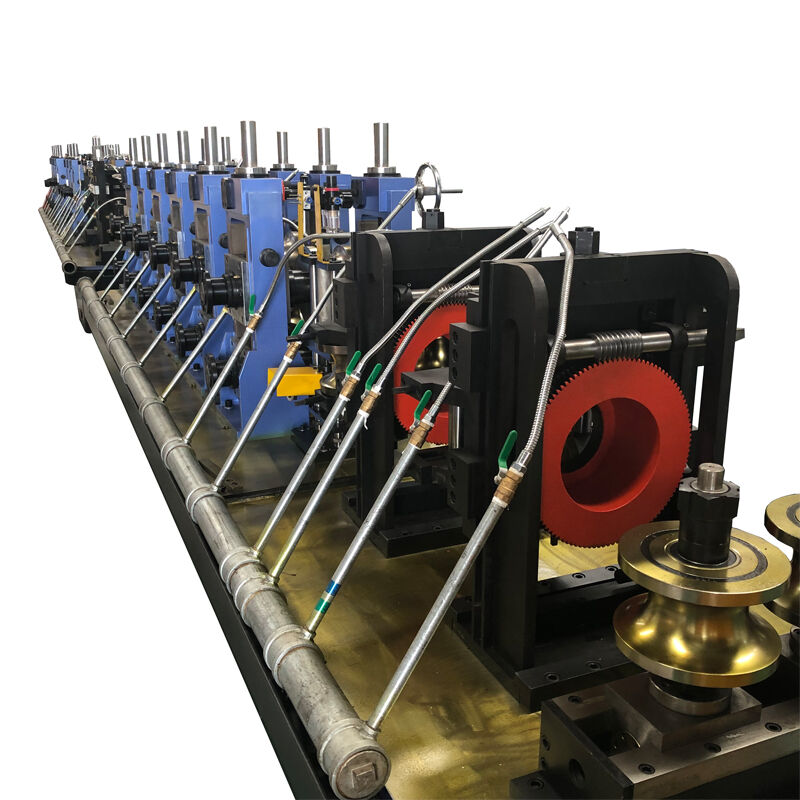
Formovacia časť ERW rúrovovalcového stroja postupne tvaruje ploché oceľové pásy do valcovitých profilov pomocou série presne kalibrovaných formovacích valcov. Pokročilé riadiace systémy monitorujú hrúbku materiálu, šírku pásu a rýchlosť formovania, aby sa počas celého výrobného cyklu udržala konzistentná geometria rúr. Regulácia teploty počas zváracieho procesu zabezpečuje vhodný tepelný príkon na dosiahnutie pevných a spoľahlivých zvarov, ktoré spĺňajú priemyselné špecifikácie pre tlakové aplikácie a štrukturálne požiadavky.
Výrobné kapacity a technické údaje
Moderné zariadenia na výrobu rúr s elektrickým odporovým zváraním ponúkajú výnimočnú flexibilitu v rozsahoch priemerov rúr a špecifikáciách hrúbky steny. Väčšina priemyselných systémov dokáže vyrábať rúry od malých priemerov až po veľké konštrukčné profily, čím spĺňa rozmanité trhové požiadavky v rámci jednej výrobnej linky. Presné technické riešenie súčasných rúrových valcovní umožňuje výrobcom udržiavať úzke tolerancie rozmerových špecifikácií pri dosahovaní vysokých rýchlostí výroby, čo optimalizuje výrobnú efektivitu.
Integrácia kontroly kvality predstavuje kľúčový aspekt prevádzky valcovníkov na výrobu elektricky zváraných rúr (ERW), pričom pokročilé systémy zahŕňajú monitorovanie integrity zvaru, rozmerného presného dodržania a povrchovej úpravy v reálnom čase. Automatické systémy kontrolu dokážu počas výroby zistiť potenciálne chyby, čo umožňuje okamžité opravy, minimalizujúce odpad a zabezpečujúce stálu kvalitu výrobkov. Tieto technologické pokroky významne zvýšili spoľahlivosť a prevádzkové charakteristiky rúr vyrobených metódou ERW v rôznych priemyselných aplikáciách.
Obchodné aplikácie a trhové príležitosti
Požiadavky priemyselného odvetvia
Stavebný a infraštruktúrny vývoj predstavujú významné trhové príležitosti pre podniky prevádzkujúce ERW rúrové valcovne. Oceľové rúry vyrobené ERW procesom plnia kľúčové funkcie v nosných konštrukciách budov, potrubných systémoch a mechanických štruktúrach, ktoré vyžadujú spoľahlivý výkon za rôznych zaťažovacích podmienok. Rastúca poptávka po udržateľných stavebných materiáloch zvýšila záujem o vysokokvalitné zvárané rúry, ktoré ponúkajú vyšší pomer pevnosti ku hmotnosti v porovnaní s tradičnými konštrukčnými alternatívami.
Automobilový a dopravný priemysel naďalej rozširujú využívanie trubiek vyrobených metódou elektrického odporového zvárania (ERW) pre komponenty podvozkov, výfukové systémy a hydraulické aplikácie. Presná kontrola rozmerov, ktorú umožňuje moderná technológia výroby trubiek ERW, umožňuje výrobcom splniť prísne automobilové špecifikácie pri zachovaní nákladovo efektívnych výrobných objemov. Aplikácie v energetickom sektore, vrátane infraštruktúry ropných a plynových potrubí, vyžadujú trubky, ktoré vydržia vysoký tlak a korozívne prostredie, čo robí technológiu ERW obzvlášť vhodnou pre tieto náročné aplikácie.
Trhové postavenie a konkurenčné výhody
Zavedenie konkurencieschopnej pozície na trhu s výrobou rúr vyžaduje pochopenie jedinečných výhod, ktoré technológia ERW rúroviačiek ponúka oproti alternatívnym výrobným metódam. Rúry vyrábané metódou ERW sú zvyčajne výhodnejšie z hľadiska nákladov v porovnaní s bezševovými rúrami, pričom zároveň zachovávajú vynikajúce mechanické vlastnosti vhodné pre väčšinu priemyselných aplikácií. Možnosť vyrábať konzistentnú kvalitu vysokou výrobnou rýchlosťou umožňuje výrobcom účinne reagovať na kolísajúce trhové požiadavky a požiadavky zákazníkov.
Geografické aspekty trhu zohrávajú dôležitú úlohu pri určovaní životaschopnosti investícií do valcovní ERW rúr pre konkrétne podnikové činnosti. Regionálne projekty rozvoja infraštruktúry, miestne vzory priemyselného rastu a blízkosť dodávateľov surovín môžu významne ovplyvniť ziskovosť podnikov výroby rúr. Porozumenie týmto trhovým dynamikám pomáha podnikom identifikovať optimálny čas na investície do vybavenia a stratégie rozširovania výrobnej kapacity.
Ekonomické aspekty a analýza investícií
Počiatočné kapitálové náklady
Finančné záväzky spojené s nadobudnutím valcovacej linky pre rúry ERW zahŕňajú viacero nákladových položiek okrem hlavnej zakúpky zariadenia. Náklady na inštaláciu, prípravu priestorov, infraštruktúru komunálnych služieb a programy školenia obsluhy predstavujú významné dodatočné investície, ktoré je potrebné zohľadniť pri komplexnom rozpočtovaní projektu. Moderné systémy valcovacích liniek pre rúry vyžadujú špeciálne konfigurácie elektrickej energie, systémy chladiacej vody a vybavenie na manipuláciu s materiálom, čo môže vyžadovať úpravy alebo modernizáciu priestorov.
Dohody o dodávke surovín a stratégie správy zásob výrazne ovplyvňujú prevádzkovú ekonomiku výroby elektricky zváraných rúr. Nákup oceľových kotúčov predstavuje najväčšiu položku premenných nákladov pri výrobe rúr, čo robí vzťahy so zásobovateľmi a dohody o cenách kritickými faktormi pre udržanie konkurencieschopných výrobných nákladov. Podniky musia pri posudzovaní ekonomickej životaschopnosti investícií do výroby rúr v konkrétnych geografických trhoch vyhodnotiť miestnu dostupnosť ocele, náklady na dopravu a požiadavky na kvalitu.
Projekcie návratnosti investícií
Výpočet realistických prognóz návratnosti investícií pre prevádzku valcovníkov na výrobu ERW rúr vyžaduje dôkladnú analýzu trhových požiadaviek, trendov v cenách a mier využitia výrobnej kapacity. Historické trhové údaje ukazujú, že podniky vyrábajúce rúry zvyčajne dosahujú kladný cash flow v priebehu 18 až 36 mesiacov od začiatku prevádzky, v závislosti od trhových podmienok a úrovne prevádzkovej efektívnosti. Plánovanie výrobného objemu musí brať do úvahy sezónne kolísania dopytu aj dlhodobé prognózy rastu trhu, aby sa zabezpečila udržateľná ziskovosť.
Stratégie optimalizácie prevádzkových nákladov môžu významne zlepšiť finančné výsledky investícií do valcovní ERW rúr prostredníctvom zvýšenej účinnosti a zníženia vzniku odpadu. Správa spotreby energie, programy preventívnej údržby a zlepšenia kontroly kvality prispievajú k nižším výrobným nákladom na jednotku pri zachovaní štandardov kvality výrobkov. Tieto prevádzkové zlepšenia sa zvyčajne v čase zhromažďujú, čo má za následok zlepšenie ziskových marží a posilnenie konkurenčnej pozície na cieľových trhoch.
Technická implementácia a požiadavky na nastavenie
Zohľadnenie infraštruktúry prevádzky
Úspešná implementácia ERW trubkovej valcovne vyžaduje komplexné plánovanie priestorov, ktoré zohľadňuje požiadavky na priestor, logistiku toku materiálu a bezpečnostné aspekty. Rozmiestnenie výrobného priestoru musí umožniť uskladnenie surovín, umiestnenie zariadení trubkovej valcovne, systémy manipulácie s hotovými výrobkami a stanice kontrolnej prevádzkovej kontroly kvality. Dostatočná výška stropu a nosná schopnosť konštrukcie sú nevyhnutné pre správnu inštaláciu nadzemných zariadení na manipuláciu s materiálom a vetracích systémov potrebných na bezpečný chod.
Požiadavky na elektrickú infraštruktúru pre prevádzku valcovní trubiek s odporovým zváraním zvyčajne presahujú štandardné priemyselné konfigurácie napájania kvôli systémom vysokofrekvenčného zvárania a zariadeniam na presnú reguláciu. Trojfázové napájacie zdroje s vhodnou reguláciou napätia a schopnosťou filtrovania harmonických zložiek zabezpečujú stabilný chod citlivých elektronických komponentov. Záložné napájacie systémy môžu byť potrebné, aby sa zabránilo prerušeniu výroby a aby sa drahé zariadenia ochránili pred problémami s kvalitou napájania, ktoré by mohli spôsobiť nákladné opravy alebo požiadavky na opätovnú kalibráciu.
Rozvoj pracovnej sily a školenie
Prevádzka valcovne na výrobu ERW rúr vyžaduje kvalifikovaných technikov, ktorí rozumejú nielen mechanickým systémom, ale aj elektronickým riadiacim technológiám. Komplexné školenia musia pokryť postupy prevádzky zariadení, protokoly kontroly kvality, bezpečnostné požiadavky a techniky odstraňovania porúch, ktoré umožňujú efektívne riadenie výroby. Mnoho výrobcov zariadení ponúka špecializované školenia, ktoré pomáhajú podnikom rozvíjať internú odbornú spôsobilosť a zároveň minimalizovať učebnú krivku spojenú s implementáciou nových technológií.
Súčasné iniciatívy na rozvoj pracovnej sily prispievajú k udržiavaniu vysokých operačných štandardov a k neustálemu zlepšovaniu výrobnej efektívnosti. Pravidelné školenia zamerané na nové technológie, bezpečnostné protokoly a normy kvality pomáhajú udržiavať vysokú úroveň výkonu a zároveň znížiť riziko nehôd alebo poškodenia vybavenia. Vytvorenie vnútorných kapacít pre školenia umožňuje podnikom udržiavať konzistenciu v prevádzke a postupne znížiť závislosť od externých technických podporných služieb.
Kontrola kvality a dodržiavanie noriem
Priemyselné štandardy a certifikácie
Moderné prevádzky na výrobu rúr s elektrickým odporom musia dodržiavať množstvo priemyselných noriem a certifikátov kvality, ktoré zabezpečujú spoľahlivosť výrobkov a ich prijatie na trhu. Medzinárodné normy, ako sú špecifikácie ASTM, API a ISO, definujú rozmerové tolerancie, mechanické vlastnosti a požiadavky na skúšanie zváraných rúr používaných v rôznych aplikáciách. Udržiavanie súladu s týmito normami vyžaduje výkonné systémy manažmentu kvality a pravidelné auditovanie nezávislými tretími stranami, aby sa overili výrobné kapacity a účinnosť kontroly kvality.
Požiadavky na dokumentáciu v rámci programov certifikácie kvality vyžadujú komplexné systémy evidencie, ktoré sledujú stopovateľnosť materiálov, výrobné parametre a výsledky skúšok pre každú výrobnú dávku. Elektronické systémy správy dát integrované so systémami riadenia valcovní ERW môžu automatizovať väčšinu tohto procesu dokumentácie a zároveň zabezpečiť presnosť a úplnosť záznamov o kvalite. Tieto systémy tiež umožňujú rýchlu reakciu na dopyty zákazníkov a na požiadavky týkajúce sa dodržiavania predpisov, ktoré môžu vzniknúť počas životnosti výrobku.
Protokoly testovania a inšpekcie
Zavádzanie účinných postupov testovania a kontrolu počas výrobného procesu ERW rúrkového valcovacieho stroja pomáha identifikovať potenciálne problémy s kvalitou ešte predtým, než ovplyvnia hotové výrobky. Metódy nedestruktívneho testovania, vrátane ultrazvukovej kontroly a elektromagnetickej skúšky, umožňujú zistiť chyby zvárania a nezrovnalosti materiálu bez poškodenia vyrobených rúrok. Techniky štatistickej regulácie výrobného procesu pomáhajú udržiavať konzistentnú úroveň kvality pri súčasnej optimalizácii výrobnej efektívnosti a minimalizácii vzniku odpadu.
Pokročilé technológie kontroly integrované do moderných ERW rúrkových valcovacích systémov poskytujú reálny prehľad o kvalite výroby a umožňujú okamžité korekcie v prípade odchýlok. Automatické meracie systémy môžu monitorovať presnosť rozmerov, kvalitu povrchovej úpravy a celistvosť zvarov počas celého výrobného cyklu. Tieto technológie výrazne znížia potrebu manuálnej kontroly a zároveň zlepšia celkovú konzistenciu výrobkov a úroveň spokojnosti zákazníkov.
Často kladené otázky
Aké výrobné objemy je možné dosiahnuť s ERW trubkovým valcovacím strojom?
Výrobné objemy ERW trubkového valcovacieho stroja sa zvyčajne pohybujú v rozmedzí od 20 000 do 150 000 ton ročne, a to v závislosti od veľkosti vybavenia, špecifikácií trubiek a prevádzkovej účinnosti. Menšie valcovacie stroje zamerané na špeciálne aplikácie môžu produkovať 20 000–50 000 ton ročne, zatiaľ čo veľké priemyselné systémy môžu prekročiť 100 000 ton ročne. Skutočné výrobné rýchlosti závisia od priemeru trubky, hrúbky steny, tried materiálov a počtu prevádzkových zmien denne. Väčšina výrobcov dosahuje optimálnu účinnosť prostredníctvom nepretržitých prevádzkových režimov, ktoré maximalizujú využitie vybavenia pri súčasnom zachovaní požadovaných kvalitatívnych noriem.
Ako dlho trvá zvyčajne inštalácia ERW trubkového valcovacieho stroja?
Kompletná inštalácia a uvádzanie do prevádzky valcovní ERW zvyčajne vyžaduje 4–8 mesiacov od dodania zariadenia po dosiahnutie plnej výrobnej kapacity. Tento časový rámec zahŕňa prípravu základov, inštaláciu zariadenia, pripojenie komunikačných a technologických sietí, kalibráciu a školenie obsluhy. Zložitejšie inštalácie s rozsiahlym automatizovaným systémom alebo špeciálnymi požiadavkami môžu vyžadovať ďalší čas na integráciu systémov a ich testovanie. Správne plánovanie projektu a koordinácia s dodávateľmi zariadení môžu pomôcť minimalizovať dobu inštalácie pri zároveň zabezpečení správneho fungovania systému a dodržiavania bezpečnostných predpisov.
Aké údržbové požiadavky sa očakávajú pri prevádzke valcovní ERW?
Pravidelná údržba ERW rúrovovalcového stroja zahŕňa denné kontroly mazania, týždennú kontrolu tvarovacích valcov, mesačnú verifikáciu kalibrácie a štvrťročnú údržbu hlavných komponentov. Kritické komponenty, ako sú zváracie elektrody, tvarovacie valce a pohonné systémy, vyžadujú plánovanú výmenu na základe objemu výroby a vzorov opotrebovania. Preventívne programy údržby zvyčajne znížia neočakávané výpadky o 60–80 % v porovnaní s reaktívnymi prístupmi k údržbe. Väčšina výrobcov odporúča udržiavať zásoby náhradných dielov v rozsahu ekvivalentnom 3–6 mesiacom normálneho opotrebovania komponentov, aby sa minimalizovali prerušenia výroby.
Aké špecifikácie surovín sú potrebné na optimálny výkon ERW rúrovovalcového stroja?
Optimálny výkon ERW trubkového valcovacieho stroja vyžaduje oceľové cievky s konštantnou toleranciou hrúbky (±0,05 mm), čistým povrchom a vhodnými mechanickými vlastnosťami pre dané použitie. Ocelové triedy sa zvyčajne pohybujú od nízkouhlíkových konštrukčných ocelí po vysokopevnostné zliatiny, v závislosti od požiadaviek koncového použitia. Presnosť šírky cievky, kvalita okrajov a povrchová úprava významne ovplyvňujú výrobnú efektivitu a konečnú kvalitu trubiek. Dodávatelia materiálu by mali poskytnúť podrobnú chemickú analýzu a certifikáciu mechanických vlastností, aby sa zabezpečila kompatibilita s konkrétnymi konfiguráciami ERW trubkových valcovacích strojov a parametrami zvárania.