
Výrobní podniky v různých odvětvích stále více uznávají strategický význam investic do pokročilého zařízení pro výrobu trubek. Rozhodnutí začít používat ERW trubkový válcovací stroj ve své výrobní linky představuje významnou kapitálovou investici, která vyžaduje... erw Tube Mill do vaší výrobní linky představuje významnou kapitálovou investici, která vyžaduje pečlivé zvážení několika provozních faktorů. Pochopení technických možností, výrobních požadavků a ekonomických důsledků technologie svařovacích trubkových linek ERW může výrobcům pomoci učinit informovaná rozhodnutí o investicích do zařízení. Moderní systémy svařovacích trubkových linek ERW nabízejí sofistikovaná řešení pro výrobu vysoce kvalitních svařovaných trubek, které splňují přísné průmyslové normy a zároveň udržují konkurenceschopné výrobní náklady.
Pochopení technologie svařovacích trubkových linek ERW
Základní výrobní principy
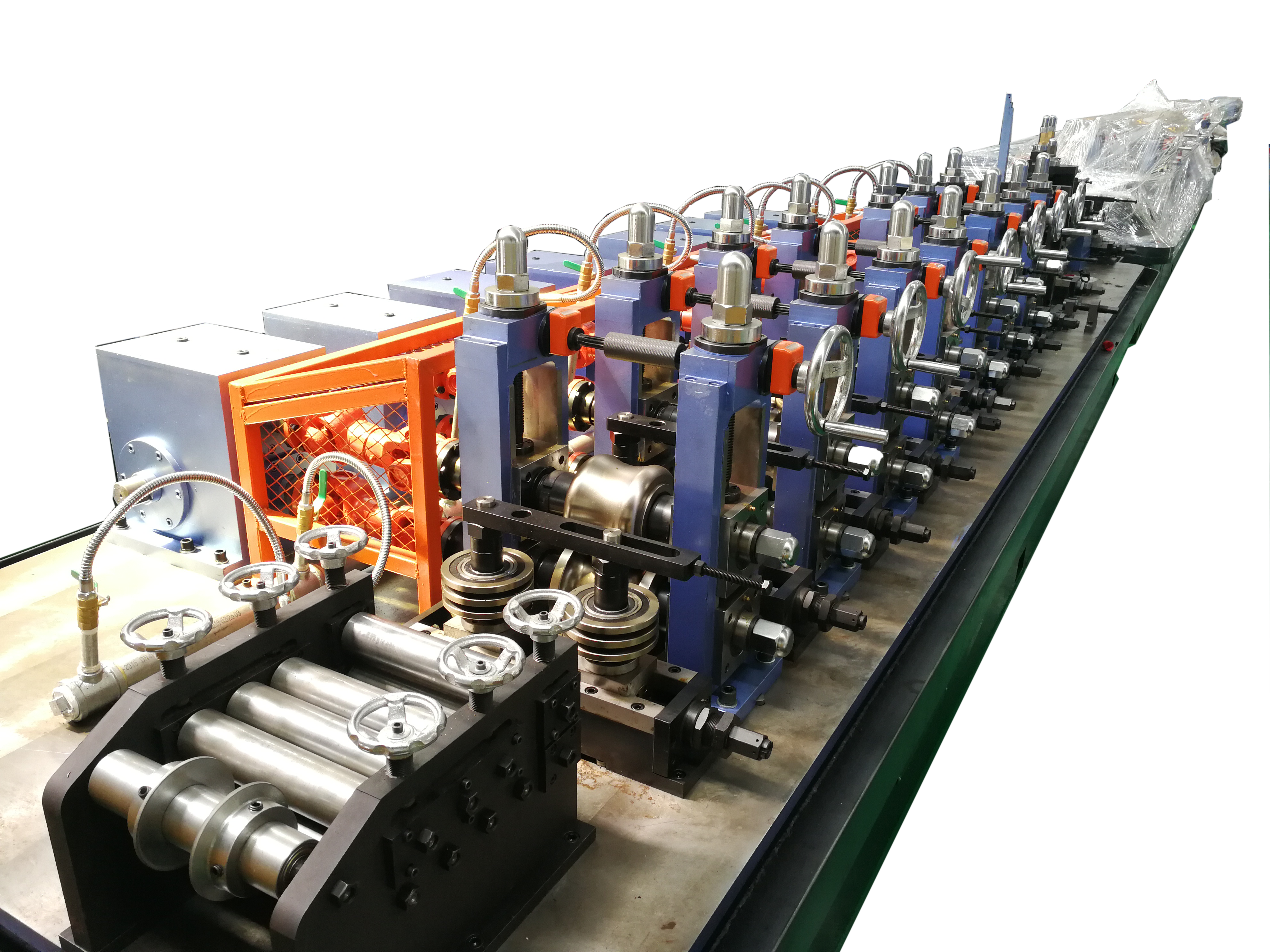
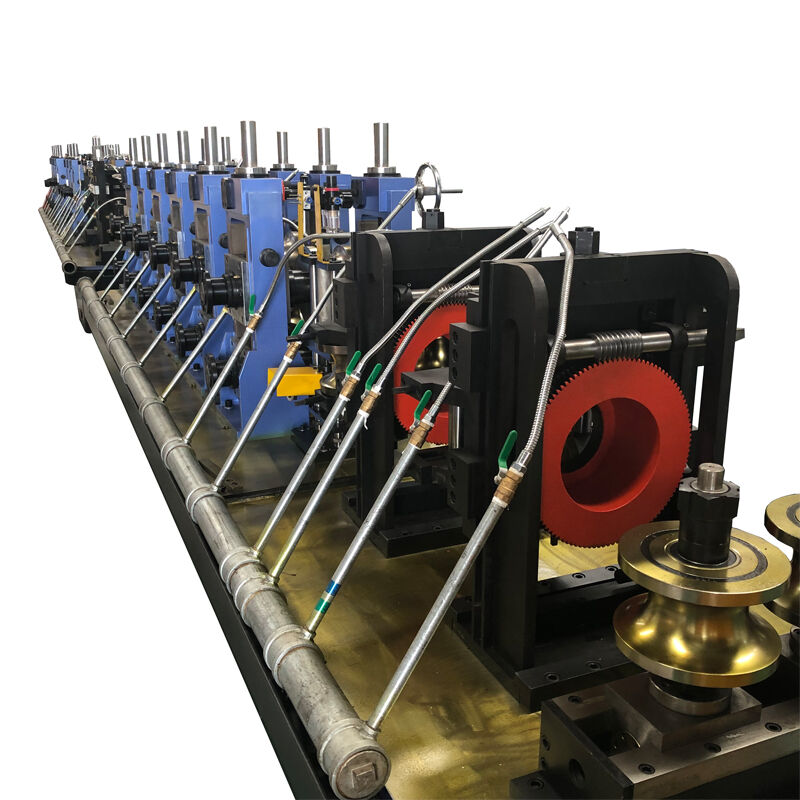
Technologie elektrického odporového svařování představuje základ moderních procesů výroby trubek. Trubkový válcovací stroj typu ERW využívá vysokofrekvenční elektrický proud k vytvoření přesných svárů podél podélného švu tvarovaných ocelových pásů. Tento výrobní postup umožňuje stálou výrobu svařovaných trubek s vynikající rozměrovou přesností a mechanickými vlastnostmi. Proces začíná přípravou ocelového kotouče, při níž se suroviny pečlivě kontrolují a podrobují povrchové úpravě, aby byly zajištěny optimální podmínky pro svařování.
Tvarovací část ERW trubkového válcovacího stroje postupně tvaruje ploché ocelové pásky do válcovitých profilů pomocí řady přesně kalibrovaných tvarovacích válců. Pokročilé systémy řízení sledují tloušťku materiálu, šířku pásu a rychlost tvarování, aby během celé výrobní šarže zajistily stálou geometrii trubek. Řízení teploty během svařování zajišťuje vhodný tepelný příkon pro vytvoření pevných a spolehlivých svárových spojů, které splňují průmyslové specifikace pro tlakové aplikace i konstrukční požadavky.
Výrobní kapacity a technické údaje
Moderní zařízení pro výrobu trubek metodou ERW nabízí výjimečnou flexibilitu v rozsahu průměrů trubek a specifikacích tloušťky stěny. Většina průmyslových systémů je schopna vyrábět trubky od malých průměrů až po velké konstrukční profily, čímž uspokojuje rozmanité tržní požadavky v rámci jediné výrobní linky. Přesné inženýrství současných trubkových linek umožňuje výrobcům udržovat úzké tolerance rozměrových specifikací při dosahování vysokých rychlostí výroby, které optimalizují výrobní efektivitu.
Integrace kontroly kvality představuje klíčový aspekt provozu zařízení pro výrobu trubek s elektricky odporovým svařováním (ERW), přičemž pokročilé systémy zahrnují sledování integrity svaru, rozměrové přesnosti a povrchové úpravy v reálném čase. Automatické kontrolní systémy dokážou během výroby detekovat potenciální vady, což umožňuje okamžitá nápravná opatření minimalizující odpad a zajišťující stálou kvalitu výrobků. Tyto technologické pokroky výrazně zlepšily spolehlivost a provozní vlastnosti trubek vyrobených metodou ERW v různých průmyslových aplikacích.
Obchodní aplikace a tržní příležitosti
Požadavky průmyslového sektoru
Stavební a infrastrukturní odvětví představují významné tržní příležitosti pro podniky provozující zařízení pro výrobu elektricky svařovaných (ERW) trubek. Ocelové trubky vyrobené metodou ERW plní klíčové funkce ve stavebních konstrukcích, potrubních systémech a mechanických konstrukcích, které vyžadují spolehlivý výkon za různých zatěžovacích podmínek. Rostoucí poptávka po udržitelných stavebních materiálech vedla ke zvýšenému zájmu o vysoce kvalitní svařované trubky, které nabízejí lepší poměr pevnosti k hmotnosti ve srovnání s tradičními konstrukčními alternativami.
Automobilový a dopravní průmysl stále rozšiřují využití svařovaných trubek ERW pro komponenty podvozků, výfukové systémy a hydraulické aplikace. Přesná kontrola rozměrů, které je možné dosáhnout moderní technologií výroby trubek ERW, umožňuje výrobcům splnit přísné automobilové specifikace při zachování cenově efektivních objemů výroby. Aplikace v energetickém sektoru, včetně infrastruktury ropných a plynových potrubí, vyžadují trubky odolné vůči vysokým tlakům a korozivním prostředím, což činí technologii ERW zvláště vhodnou pro tyto náročné aplikace.
Tržní pozicování a konkurenční výhody
Založení konkurenceschopné pozice na trhu výroby trubek vyžaduje pochopení jedinečných výhod, které technologie svařovacích linek pro trubky ERW nabízí oproti alternativním způsobům výroby. Trubky ERW jsou obvykle cenově výhodnější než bezšvé trubky, přičemž zároveň zachovávají vynikající mechanické vlastnosti vhodné pro většinu průmyslových aplikací. Možnost vyrábět trubky stálé kvality vysokou rychlostí umožňuje výrobcům efektivně reagovat na kolísající tržní poptávku a požadavky zákazníků.
Geografické tržní úvahy hrají důležitou roli při posuzování životaschopnosti investic do svařovacích trubkových linek ERW pro konkrétní podnikatelské činnosti. Regionální projekty rozvoje infrastruktury, místní vzory průmyslového růstu a blízkost dodavatelů surovin mohou výrazně ovlivnit ziskovost výrobních projektů trubek. Porozumění těmto tržním dynamikám pomáhá podnikům identifikovat optimální časový okamžik pro investice do zařízení a strategie rozšiřování výrobní kapacity.
Ekonomické aspekty a investiční analýza
Počáteční kapitálové nároky
Finanční závazek spojený s pořízením trubkového válcovacího stroje ERW zahrnuje více nákladových položek než pouze nákup hlavního zařízení. Náklady na instalaci, přípravu provozních prostor, infrastrukturu užitkových služeb a školení obsluhy představují významné dodatečné investice, které je třeba zohlednit ve všech komplexních rozpočtech projektu. Moderní systémy trubkových válcovacích strojů vyžadují specializované konfigurace elektrického napájení, chladicí vodní systémy a zařízení pro manipulaci s materiálem, které mohou vyžadovat úpravy nebo modernizaci provozních prostor.
Dohody o dodávkách surovin a strategie správy zásob výrazně ovlivňují provozní ekonomiku provozu svařovacích trubkových linek ERW. Nákup ocelových kotoučů představuje největší položku proměnných nákladů výroby trubek, což činí vztahy se dodavateli a cenové dohody klíčovými faktory pro udržení konkurenceschopných výrobních nákladů. Při posuzování ekonomické životaschopnosti investic do trubkových linek na konkrétních geografických trzích musí podniky vyhodnotit místní dostupnost oceli, náklady na dopravu a požadované kvalitativní specifikace.
Prognózy návratnosti investice
Výpočet realistických prognóz návratnosti investic pro provozy válcovacích linek na výrobu ERW trubek vyžaduje pečlivou analýzu vzorů tržní poptávky, trendů cen a míry využití výrobní kapacity. Historická tržní data ukazují, že podniky zabývající se výrobou trubek obvykle dosahují kladného peněžního toku během osmnácti až třiceti šesti měsíců od zahájení provozu, v závislosti na tržních podmínkách a úrovni provozní efektivity. Plánování výrobního objemu musí brát v úvahu sezónní kolísání poptávky i dlouhodobé prognózy růstu trhu, aby byla zajištěna udržitelná rentabilita.
Strategie optimalizace provozních nákladů mohou výrazně zlepšit finanční výsledky investic do valcovacích linek pro ERW trubky prostřednictvím zvýšené efektivity a snížení vzniku odpadu. Správa spotřeby energie, preventivní údržbové programy a zlepšení kontroly kvality přispívají ke snížení výrobních nákladů na jednotku při zachování požadovaných standardů kvality výrobků. Tyto provozní zlepšení se obvykle v průběhu času navzájem posilují, což vede ke zlepšení ziskovosti a posílení konkurenční pozice na cílových trzích.
Technická implementace a požadavky na nastavení
Zohlednění infrastruktury provozu
Úspěšná implementace trubkového válcovacího stroje ERW vyžaduje komplexní plánování provozu, které zohledňuje požadavky na plochu, logistiku toku materiálů a bezpečnostní aspekty. Uspořádání výrobní haly musí umožňovat uskladnění surovin, umístění zařízení trubkového válcovacího stroje, systémy manipulace s hotovými výrobky a stanoviště kontrol kvality. Dostatečná výška stropu a nosná schopnost konstrukce jsou nezbytné pro správnou instalaci nadzemních zařízení pro manipulaci s materiálem a větracích systémů, které jsou vyžadovány pro bezpečný provoz.
Požadavky na elektrickou infrastrukturu pro provoz trubkových válcovacích linek s odporovým svařováním obvykle přesahují standardní průmyslové napájecí konfigurace kvůli systémům vysokofrekvenčního svařování a zařízením pro přesné řízení. Třífázové napájecí zdroje s vhodnou regulací napětí a schopností filtrace harmonických složek zajistí stabilní provoz citlivých elektronických komponent. Záložní napájecí systémy mohou být nezbytné, aby se zabránilo přerušení výroby a aby bylo drahé vybavení chráněno před problémy s kvalitou napájení, které by mohly vést k nákladným opravám nebo nutnosti znovukalibrace.
Rozvoj pracovní síly a školení
Provoz trubkového válcovacího stroje ERW vyžaduje kvalifikované techniky, kteří rozumí jak mechanickým systémům, tak elektronickým řídicím technologiím. Komplexní školicí programy musí zahrnovat postupy provozu zařízení, protokoly kontroly kvality, bezpečnostní požadavky a techniky odstraňování poruch, které umožňují efektivní řízení výroby. Mnoho výrobců zařízení nabízí specializované školicí služby, které podnikům pomáhají vybudovat vnitřní odbornou způsobilost a současně minimalizovat náročnost osvojení nových technologií.
Probíhající iniciativy rozvoje pracovní síly přispívají k udržitelné provozní excelenci a neustálému zlepšování výrobní efektivity. Pravidelné školení zaměstnanců v oblasti nových technologií, bezpečnostních protokolů a norem kvality pomáhá udržovat vysokou úroveň výkonu a současně snižuje riziko nehod nebo poškození vybavení. Vytvoření vnitřních školicích kapacit umožňuje podnikům udržovat konzistenci provozních procesů a postupně snižovat závislost na externích technických podporových službách.
Kontrola kvality a soulad se standardy
Průmyslové normy a certifikace
Moderní provozy válcovacích linek pro ERW trubky musí splňovat řadu průmyslových norem a certifikací kvality, které zajišťují spolehlivost výrobků a jejich přijetí na trhu. Mezinárodní normy, jako jsou specifikace ASTM, API a ISO, stanovují rozměrové tolerance, mechanické vlastnosti a požadavky na zkoušení svařovaných trubek používaných v různých aplikacích. Udržení souladu s těmito normami vyžaduje robustní systémy řízení kvality a pravidelné auditování nezávislými třetími stranami za účelem ověření výrobních kapacit a účinnosti kontroly kvality.
Požadavky na dokumentaci pro programy certifikace kvality vyžadují komplexní systémy evidence, které sledují stopovatelnost materiálů, výrobní parametry a výsledky zkoušek pro každou výrobní šarži. Elektronické systémy správy dat integrované se řídicími systémy svařovacích trubkových linek ERW mohou automatizovat většinu tohoto procesu dokumentace a zároveň zajistit přesnost a úplnost záznamů o kvalitě. Tyto systémy také usnadňují rychlou reakci na dotazy zákazníků a na požadavky týkající se dodržování předpisů, které se mohou vyskytnout během životního cyklu výrobku.
Zkušební a kontrolní protokoly
Zavedení účinných postupů zkoušení a kontrol v průběhu výrobního procesu svařovaných trubek ERW pomáhá identifikovat potenciální problémy s kvalitou ještě před tím, než ovlivní hotové výrobky. Metody nedestruktivního zkoušení, včetně ultrazvukové kontroly a elektromagnetického zkoušení, umožňují detekovat vadné svarové spoje a nekonzistence materiálu bez poškození vyrobených trubek. Techniky statistické regulace procesu pomáhají udržovat stálou úroveň kvality, zároveň optimalizují výrobní efektivitu a minimalizují vznik odpadu.
Pokročilé technologie kontroly integrované do moderních systémů pro výrobu svařovaných trubek ERW poskytují okamžitou zpětnou vazbu ohledně kvality výroby a umožňují okamžité korekce v případě odchylek. Automatické měřicí systémy mohou sledovat rozměrovou přesnost, kvalitu povrchové úpravy a celistvost svarových spojů během celé výrobní série. Tyto technologie výrazně snižují potřebu ruční kontroly a zároveň zlepšují celkovou konzistenci výrobků a úroveň spokojenosti zákazníků.
Často kladené otázky
Jaké výrobní objemy lze dosáhnout s trubkovým válcovacím strojem ERW?
Výrobní objemy trubkového válcovacího stroje ERW se obvykle pohybují mezi 20 000 a 150 000 tun ročně, a to v závislosti na velikosti zařízení, specifikacích trubek a provozní účinnosti. Menší válcovny zaměřené na specializované aplikace mohou produkovat 20 000–50 000 tun ročně, zatímco průmyslové systémy velkého rozsahu mohou přesáhnout 100 000 tun ročně. Skutečné výrobní rychlosti závisí na průměru trubky, tloušťce stěny, třídách materiálů a počtu pracovních směn denně. Většina výrobců dosahuje optimální účinnosti pomocí nepřetržitých provozních režimů, které maximalizují využití zařízení při zachování požadovaných kvalitativních norem.
Jak dlouho obvykle trvá instalace trubkového válcovacího stroje ERW?
Kompletní instalace a uvedení do provozu trubkového válcovacího stroje ERW obvykle vyžaduje 4–8 měsíců od dodání zařízení do dosažení plné výrobní kapacity. Tento časový rámec zahrnuje přípravu základů, instalaci zařízení, připojení technických zařízení, kalibraci a školení obsluhy. Složitější instalace s rozsáhlou automatizací nebo individuálními specifikacemi mohou vyžadovat další čas pro integraci systémů a jejich testování. Správné projektové plánování a koordinace se dodavateli zařízení mohou pomoci minimalizovat dobu instalace a zároveň zajistit správnou funkčnost systému a soulad se zásadami bezpečnosti.
Jaké požadavky na údržbu je třeba očekávat u provozu trubkového válcovacího stroje ERW?
Pravidelná údržba ERW trubkového válcovacího stroje zahrnuje denní kontrolu mazání, týdenní prohlídku tvářecích válců, měsíční ověření kalibrace a čtvrtletní údržbu hlavních komponent. Kritické komponenty, jako jsou svařovací elektrody, tvářecí válce a pohonné systémy, vyžadují plánovanou výměnu na základě objemu výroby a vzorů opotřebení. Preventivní údržbové programy obvykle snižují neplánované výpadky o 60–80 % ve srovnání s reaktivními přístupy k údržbě. Většina výrobců doporučuje udržovat zásoby náhradních dílů odpovídající 3–6 měsícům normálního opotřebení komponent, aby se minimalizovaly přerušení výroby.
Jaké specifikace surovin jsou vyžadovány pro optimální výkon ERW trubkového válcovacího stroje?
Optimální výkon svařovacího zařízení pro výrobu elektricky svařovaných trubek (ERW) vyžaduje ocelové cívky se stálou tolerancí tloušťky (±0,05 mm), čistým povrchem a vhodnými mechanickými vlastnostmi pro dané použití. Ocelové třídy se obvykle pohybují od nízkouhlíkových konstrukčních ocelí po vysoce pevné slitiny, v závislosti na požadavcích koncového použití. Přesnost šířky cívky, kvalita okrajů a povrchová úprava výrazně ovlivňují výrobní účinnost i konečnou kvalitu trubek. Dodavatelé materiálu by měli poskytnout podrobnou chemickou analýzu a certifikaci mechanických vlastností, aby byla zajištěna kompatibilita s konkrétními konfiguracemi svařovacích zařízení pro výrobu ERW trubek a s parametry svařování.
Obsah
- Pochopení technologie svařovacích trubkových linek ERW
- Obchodní aplikace a tržní příležitosti
- Ekonomické aspekty a investiční analýza
- Technická implementace a požadavky na nastavení
- Kontrola kvality a soulad se standardy
-
Často kladené otázky
- Jaké výrobní objemy lze dosáhnout s trubkovým válcovacím strojem ERW?
- Jak dlouho obvykle trvá instalace trubkového válcovacího stroje ERW?
- Jaké požadavky na údržbu je třeba očekávat u provozu trubkového válcovacího stroje ERW?
- Jaké specifikace surovin jsou vyžadovány pro optimální výkon ERW trubkového válcovacího stroje?